Технологические основы монтажа промышленного оборудования
При строительстве промышленных объектов монтажные работы в среднем составляют около 35 %, а на объектах химической, нефтеперерабатывающей и некоторых других отраслей достигают 50…60 % от общего объема выполняемых работ. Монтаж технологического оборудования характеризуется сложностью и специфическими особенностями. Одновременно с монтажом оборудования осуществляют монтаж строительных и технологических металлоконструкций, трубопроводов, систем энергообеспечения, объектов электроснабжения, средств контроля и автоматизации, санитарно-технических систем и устройств, систем вентиляции и др.
Монтаж оборудования, во время которого выполняют работы по сборке, установке, выверке и испытанию машин, агрегатов и технологических установок, представляет собой комплекс взаимосвязанных сложных процессов, требующих высокой квалификации и специализации монтажников, тщательной инженерной и технологической подготовки производства, высокого уровня его организации.
Монтажные работы имеют много общего со сборочными работами в машиностроении. Однако если при монтаже собирается стационарное крупногабаритное оборудование, то в сборочных цехах заводов машиностроения — небольшие машины, механизмы или их отдельные узлы. Окончательной продукцией монтажного производства являются смонтированные технологические линии, установки и целые промышленные комплексы, подготовленные для дальнейшей эксплуатации.
Для монтажа характерны закрепление на месте предмета труда и перемещение средств труда, а для сборочных работ — закрепление средств труда и перемещение в этих же пределах предмета труда. Поэтому основная особенность монтажного производства заключается в отсутствии постоянного рабочего места у рабочих-монтажников.
Номенклатура промышленного оборудования отличается разнообразием и непрерывно обновляется. Машины и агрегаты, поступающие на монтаж, имеют сложную конструкцию, состоят из большого числа частей и деталей. Некоторые машины и агрегаты уникальны по своим габаритным размерам и массе.
Разнообразие и сложность предметов труда на механомонтажных работах определяют необходимость применения сложных, иногда уникальных механизмов, инструментов и приспособлений, не используемых на сборочных работах в машиностроении. При монтаже нашли широкое применение специальные грузоподъемные средства, тракторы, трейлеры, электрические лебедки, манипуляторы, специальные виды механизированного и ручного инструмента и контрольно-измерительных приборов.
Сложность предметов и орудий труда, особенности монтажного производства влекут за собой организационную и технологическую сложность выполнения работ. На одном объекте монтируют различные по назначению и конструктивным особенностям машины и агрегаты, а также другое технологическое оборудование. Одинаковые машины и агрегаты на различных объектах из-за специфики состояния их поставки и условий производства работ монтируют разными методами. Механомонтажные работы характеризуются большой длительностью и многообразием технологических процессов и операций, отсутствием цикличности.
При монтаже технологического оборудования работники имеют дело с различными изделиями машиностроения и монтажного производства. Такими изделиями могут быть любые предметы или наборы предметов, изготовленные на машиностроительном предприятии, промбазе монтажной организации или на месте монтажа, а также технологические линии, отдельные машины, их элементы в сборе и отдельные детали. Смонтированное оборудование является изделием монтажного производства. Деталь — это изделие (составная часть изделия), изготовленное из однородного материала (по наименованию и марке) без применения сборочных операций. Характерный признак детали — отсутствие в ней разъемных и неразъемных соединений. Деталь является первичным сборочным элементом любого более сложного изделия (фланец, прокладка, болт, гайка и т.д.).
Сборочная единица — изделие, составные части которого подлежат соединению между собой в ходе сборочных операций. Ее характерная особенность — возможность сборки обособленно от других элементов изделия. К сборочным единицам относятся различные типы механизмов и оборудования (станок, механизм и т.д.), а также агрегатированные блоки оборудования.
Технологическое оборудование — средства технологического оснащения, в которых для выполнения определенной части технологического процесса размещают материалы или заготовки, средства воздействия на них, технологическую оснастку и при необходимости источники энергии. К технологическому оборудованию принадлежат прессы, литейные машины, станки, печи, испытательные стенды и т.д.
В зависимости от рассматриваемого вида технологического процесса (изготовление детали, получение химического продукта, сборка узла, монтаж машины) в состав технологического оборудования могут входить как монтируемые изделия (станки, аппараты), так и изделия, которыми осуществляется сборка или монтаж (сборочное оборудование, краны, гидроподъемники).
Комплекс — это два или больше специфицированных изделий, не соединенных на предприятии-изготовителе сборочными операциями, но предназначенных для выполнения взаимосвязанных эксплуатационных функций. Примером комплексов является весь набор оборудования технологической линии (установки).
Монтажный блок — комплекс, составные части которого (оборудование, конструкции, трубопроводы, приборы и т.д.) собирают перед установкой в проектное положение.
Технологическая линия (установка) — комплекс собираемых при монтаже изделий (оборудования, конструкций и коммуникаций), предназначенных для осуществления технологического процесса. Технологическая линия (установка) может выполнять определенную функцию (производить продукцию) независимо от других линий или их составных частей. После установки в проектное положение и завершения всего цикла работ монтажные блоки, технологические линии (установки) можно считать изделиями монтажного производства.
Технологическая оснастка — средства технологического оснащения, дополняющие технологическое оборудование для выполнения определенной части технологического процесса. Примером оснастки являются стропы, блоки, опорные стойки для проведения такелажных работ, домкраты, струбцины для выверки и т.д.
Инструмент — это технологическая оснастка, предназначенная для воздействия на предмет труда с целью изменения его состояния. К инструменту относятся, например, ключи, шлифовальные машины, трубогибы и т.д. Инструмент может быть ручным, механизированно-ручным и механизированным.
Ручной инструмент является ручным техническим устройством. Инструмент используют в качестве орудия машины либо человека для непосредственного изменения или определения состояния предмета труда или для установки другого орудия в машине.
У механизированно-ручного инструмента главное движение осуществляется энергией неживой природы, а подача и управление выполняются людьми.
У механизированного инструмента все движения выполняются энергией неживой природы, а управление — людьми.
Приспособление — технологическая оснастка, предназначенная для установки, поддержания и направления предмета труда или инструмента при выполнении технологической операции. Примерами приспособлений служат тиски, подставки для теодолитов, зажимы, коуши и т.д.
Приспособления могут быть ручными и механизированными. К ручным относятся приспособления, являющиеся ручным техническим устройством, к механизированным — приспособления, в которых закрепление и раскрепление предметов производства выполняются с помощью энергии неживой природы, а остальные действия — людьми.
2. Технологические процессы и операции монтажа
Монтажные работы являются одним из трех видов строительно-монтажных работ: строительных, специальных строительных и монтажных. К монтажным работам относятся: монтаж оборудования промышленных предприятий, оборудования для добычи и переработки полезных ископаемых, подъемнотранспортного оборудования, электротехнического оборудования и средств связи и сигнализации, контрольно-измерительных приборов и устройств, монтаж теплоэнергетического и другого оборудования, технологических трубопроводов и металлоконструкций.
Монтаж (ГОСТ 23877–79) — установка изделия или его составных частей на месте использования.
К механомонтажным относятся работы по монтажу технологического, энергетического, подъемно-транспортного и нестандартизованного оборудования, трубопроводов и металлоконструкций.
Монтаж оборудования — комплекс работ, включающих в себя сборку машин (агрегатов и другого оборудования), их установку в рабочее положение на предусмотренном проектом месте, сборку и соединение в технологические линии и установки, испытания на холостом ходу и под нагрузкой, а также вспомогательные, подготовительные и пригоночные операции, не выполненные по каким-либо причинам при изготовлении.
Производственный процесс монтажа оборудования представляет собой совокупность взаимосвязанных действий, в результате которых исходные изделия машиностроения превращаются в смонтированный агрегат, промышленные линии, комплексы или технологические установки, предназначенные для производства определенных видов промышленной продукции.
Технологический процесс монтажа — часть производственного процесса монтажа, непосредственно связанная с последовательным изменением и (или) определением пространственного и качественного состояния элементов монтируемого оборудования или агрегата. Отличительной особенностью монтажного технологического процесса и его характерным признаком является возможность выделить, зарегистрировать и оценить измененное состояние монтируемого элемента или оборудования.
Монтаж оборудования состоит из подготовительных, собственно монтажных работ, опробования и испытаний смонтированного оборудования. Соответственно технологические процессы монтажа разделяются на основные, подготовительные и пусконаладочные.
Выполнение пусконаладочных работ является обязанностью заказчика, который привлекает для этого монтажную организацию.
К собственно монтажным относятся следующие работы:
- проверка фундаментов и приемка их под монтаж;
- установка фундаментных болтов и закладных частей;
- проверка комплектности оборудования и приемка его в монтаж;
- разборка оборудования, его очистка от консервирующей смазки, промывка, осмотр частей и их смазывание;
- укрупнительная сборка оборудования, поставляемого частями;
- перемещение оборудования или его узлов и деталей в пределах монтажной зоны и установка в проектное положение (основные такелажные работы);
- установка прокладок;
- выверка и крепление к фундаментам;
- сборка и установка входящих в состав поставки оборудования металлических конструкций, трубопроводов, арматуры, вентиляторов, насосов, питателей, контрольно-измерительной и пускорегулирующей аппаратуры, ограждений, систем пневмогидроуправления, централизованной смазки;
- заправка смазочными материалами и заливка охлаждающих составов. Соответственно, указанные работы входят в состав основных технологических процессов монтажа.
Среди монтажных работ ведущими технологическими процессами являются сборка оборудования и узлов, установка их в проектное положение с требуемой точностью и последующее закрепление на фундаментах. Эти процессы во многом определяют качество монтажа машин и агрегатов, стабильность их проектного положения в технологических линиях и установках, а также надежность при эксплуатации.
К важным технологическим процессам, особенно при монтаже тяжелого крупногабаритного оборудования, могут быть причислены и основные такелажные работы.
К такелажным работам относятся: горизонтальное, вертикальное и наклонное перемещение оборудования, осуществляемое на монтажной площадке; установка, снятие и передвижка такелажных средств (монтажных мачт, порталов, шеверов, монтажных лебедок и т.п.). При этом такелажные процессы, осуществляемые в пределах монтажной зоны, относятся к основным, а выполняемые вне ее — к подготовительным технологическим процессам монтажа.
Монтажные подготовительные технологические процессы возникают в зависимости от наличия и оснащения специальных площадок для укрупнительной сборки. Эти процессы состоят из собственно укрупнительной сборки оборудования, трубных узлов и металлических конструкций, а также выполнения комплекса погрузочно-разгрузочных и транспортных операций.
К испытанию и комплексному опробованию оборудования относятся работы, обеспечивающие проверку соответствия техническим условиям смонтированного оборудования, включающие в себя проверку на герметичность и прочность, точности установки узлов и деталей, испытания работы оборудования на холостом ходу и под нагрузкой, а также приработку его узлов. Указанные работы состоят в подготовке и проведении
испытаний отдельных механизмов, машин, аппаратов и трубопроводов, а также в их комплексном опробовании в составе технологических линий.
Наладка оборудования — подготовка технологического оборудования к выполнению определенного технологического процесса в составе линии или установки совместно с приборами и устройствами контроля, автоматического регулирования и управления.
Продукцией механомонтажного производства является комплекс смонтированного на объекте технологического, подъемно-транспортного и энергетического оборудования, трубопроводов и металлоконструкций. Цена этой продукции — сметная стоимость механомонтажных работ. Продукция монтажного производства после ее создания закрепляется неподвижно на определенном месте.
Предметами труда при механомонтажных работах являются оборудование, трубопроводы, их узлы и детали, металлические конструкции.
Монтаж оборудования отличается длительным циклом производства, большой трудоемкостью и высокой стоимостью законченной продукции.
Территория, на которой ведутся работы по монтажу нескольких единиц оборудования, участка трубопроводов или металлоконструкций, называется монтажной зоной. Монтажная зона является рабочим местом монтажника. Монтажной площадкой именуют территорию, на которой выполняются работы по монтажу комплекса машин, агрегатов и другого технологического оборудования, трубопроводов и металлоконструкций строящегося объекта.
Технологические процессы монтажа состоят из ряда операций.
Монтажной операцией называют законченную часть технологического процесса монтажа, осуществляемую непрерывно над узлом, машиной или агрегатом на одном рабочем месте (в пределах
одной монтажной зоны), одним рабочим или группой рабочих, объединенных единой целью. Монтажная операция характеризуется постоянством состава рабочих, рабочего места, орудий и предметов труда. Основной признак монтажной операции — это возможность ее нормирования, выделения и контроля полученных результатов.
Монтажный переход — часть технологической операции, характеризуемая неизменностью сопрягаемых поверхностей оборудования и применяемой оснастки или инструмента.
Монтажный прием — законченная совокупность отдельных движений рабочего, связанных единой целью, в процессе выполнения монтажной операции.
Типизация технологии монтажных работ. Типовая технология — это важнейшее средство оптимизации монтажного производства. Она разрабатывается с учетом прогрессивной технологии, комплексной механизации работ, научной организации труда и является основной для технико-экономического обоснования, выбора и осуществления рациональных решений по организации и технологии монтажного производства, составления текущих и оперативных планов монтажных работ.
Типизацию монтажных работ осуществляют на основе: анализа технологии путем классификации монтажных процессов по их видам; выявления их технологической структуры, состава и связей как между собой, так и со смежными строительно-монтажными работами; выбора наиболее массовых и трудоемких монтажных операций; их типизации; составления из типовых операций монтажных процессов.
Цель типизации — разработка монтажных процессов, позволяющих монтировать технологическое оборудование, различное по конструкции, но имеющее одинаковые монтажно-технологические признаки, наиболее совершенными и эффективными методами с применением высокопроизводительных средств механизации и оснастки.
Типовые технологические процессы монтажа (разрабатываются на основе типовых монтажных операций) содержат их перечень в технологической последовательности. Каждая операция оформляется в виде технологической карты. Пример операционной технологической карты приведен в табл. 1.
Типовые производственные процессы состоят из типовых технологических процессов, выполняемых при монтаже характерных представителей отдельных групп оборудования. Группы оборудования выделяют исходя из общности содержания и последовательности выполнения операций монтажа и совпадающих или достаточно близких монтажнотехнологических и конструктивных параметров.
К ним относятся: пространственное положение (горизонтальное, вертикальное, наклонное); место расположения (открытая площадка, одноили многоэтажное здание); условия поставки; геометрические параметры (ширина, высота, длина, диаметр и т.д.); масса; высотная отметка; вид крепления на фундаменте; точность установки; конструкция соединений поставочных блоков; точность сборки соединений и т.п.
Стандартные типовые процессы, соответствующие наиболее прогрессивным методам и способам выполнения монтажных работ и реализуемые с помощью высокопроизводительной оснастки и механизмов, применяют с целью установления единообразия в технологии монтажа однотипного оборудования; сокращения объема работ и снижения трудоемкости при проектировании технологических процессов монтажа; обеспечения оптимального уровня технологической подготовки монтажного производства.
Способы и методы производства монтажных работ выбирают с учетом особенностей принятого метода строительства.
В связи с тем что механомонтажные и специальные работы, являющиеся составной и завершающей частью строительства, определяют сроки ввода объекта в эксплуатацию, в основу методов их производства положены принципы: максимальной индустриализации и механизации работ, внедрения прогрессивной технологии и передовых методов труда на базе последних достижений научно-технического прогресса в строительно-монтажном производстве, поточной организации работ при современных методах управления.
В зависимости от сложности объектов, условий строительной площадки и особенностей обеспечения материально-техническими и людскими ресурсами строительно-монтажные работы выполняют открытым, закрытым или комбинированным способом.
При открытом способе (метод законченного нулевого цикла) все работы по устройству фундаментов и других подземных сооружений, необходимых для монтажа строительных конструкций и оборудования, проводят до возведения каркаса здания. Затем монтируют его конструкции и оборудование.
При закрытом способе указанные выше работы ведут в два этапа: на первом осуществляют земляные и бетонные работы, необходимые для монтажа каркаса здания; на втором этапе в закрытом здании — земляные и бетонные работы по укладке фундамента под технологическое оборудование, а затем монтируют это оборудование.
Комбинированный способ применяют в основном для цехов с разной насыщенностью пролетов фундаментами под оборудование. Работы по нулевому циклу в пролетах с небольшим числом фундаментов в данном случае могут выполняться закрытым способом, а в остальных — открытом.
Строительство многопролетных цехов типа прокатных и им подобных с большими и сложными подземными сооружениями осуществляют методом законченного нулевого цикла (открытым способом) с поточной организацией работ. При этом здание цеха разбивают на несколько участков, размеры которых выбирают так, чтобы их компоновка обеспечивала монтаж, испытание и пусконаладочные работы для оборудования с законченным технологическим циклом.
Таблица 1. Состав операционной технологической карты на выверку горизонтальности корпуса редуктора
и схемы расположения
Определение отклонений от горизонтальности и выверка
(в плоскости, перпендикулярной валу)
установить поверочную линейку на базовую поверхность оборудования
установить на поверочную линейку уровень
ввертывая или вывертывая регулировочные винты, добиться горизонтальности с отклонениями, не превышающими допускаемые
брусковый уровень 1180,05 (ГОСТ 9392–89); поверочная линейка ЩД-1-1600 (ГОСТ 8026–92)
Получил распространение поузловой метод проектирования, подготовки, организации и управления строительством крупных и сложных промышленных комплексов (объектов). Сущность его заключается в членении комплекса (объекта) на взаимосвязанные между собой конструктивно и технологически обособленные части (узлы, подузлы) и в создании на этой основе документов для подготовки производства и управления. Узел объекта — конструктивно и технологически обособленная, расположенная в определенных границах его часть, техническая готовность которой после завершения строительно-монтажных работ позволяет автономно, независимо от готовности объекта в целом осуществить испытание оборудования (машин), пусконаладочные работы и комплексное опробование. По назначению узлы подразделяются на технологические, строительные и общеплощадочные.
Дальнейшая перспектива индустриализации монтажного производства связана с комплектно-блочным методом, под которым понимается организация монтажа оборудования из комплектных блоков, изготовляемых на машиностроительных заводах, а также сборочно-комплектовочных предприятиях строительной индустрии и строительномонтажных организаций.
Комплектно-блочный метод позволяет превратить строительную площадку в технологический конвейер, работа которого начинается в заводских условиях и заканчивается на строительной площадке, т.е. выполняется комплексным укрупненным потоком. При этом поставка блоков к месту их установки в проектное положение должна проводиться в технологической последовательности возведения объекта.
Укрупнение оборудования позволяет применять совмещенную технологию возведения объектов, при которой строительные и монтажные работы выполняют параллельно: на основной строительной площадке в пределах здания закладывают фундаменты под оборудование и ведут другие работы нулевого цикла; на площадках укрупнительной сборки, промбазах и базах комплектации собирают в блоки оборудование и трубопроводы и выполняют обмуровочные, изоляционные и другие специальные работы.
При совмещенном монтаже монтаж строительных конструкций каркаса здания, не вошедших в блоки, осуществляют одновременно с монтажом блоков оборудования в едином комплексном потоке. Конструкции, оборудование и блоки поступают на приобъектный склад или их сразу устанавливают краном с транспортных средств в проектное положение.
Совмещенный монтаж может быть трех вариантов: монтаж (подъем, установка и закрепление) оборудования и блоков параллельно с монтажом строительных конструкций; подача оборудования на проектные отметки перекрытий одновременно с монтажом строительных конструкций, а выверка, закрепление и другие работы осуществляются по окончании общестроительных работ; подача на проектные отметки перекрытий упакованного оборудования одновременно с монтажом строительных конструкций, а другие работы выполняются только в полностью построенном здании при определенных температурном режиме и влажности воздуха.
При реконструкции оборудования действующих предприятий (доменных печей, котлов-утилизаторов, водогрейных и паровых котлов и т.д.) применяют метод надвижки. Он заключается в том, что, не прекращая работы оборудования, на расположенном в стороне временном основании монтируют другое для последующей надвижки его в проектное положение. Действующее оборудование останавливают, разбирают непосредственно перед завершением сборки нового, что позволяет свести к минимуму перерыв в выпуске продукции. Собранное оборудование перемещают с помощью домкратов или полиспастов электролебедок по накаточному устройству на фундамент.
При изготовлении монтажных блоков или укрупнении оборудования различают узловую и общую сборку. Объектами узловой сборки являются составные части монтажного блока. Общая сборка — это сборка, объектом которой является монтажный блок в целом (рис. 1).
Элемент, с которого начинают сборку изделия (его составной части), называется базовым. Процесс общей сборки изображают на схеме горизонтальной линией. Ее проводят в направлении от базового элемента к собранному объекту. В порядке последовательности сборки сверху располагают условные обозначения всех деталей, непосредственно входящих в изделие, а снизу — все составляющие изделие части. На технологических схемах узловой сборки эти составные части показывают как отдельные элементы.
Технологические схемы сборки снабжают надписями — сносками, поясняющими вид сборочных работ (сварку, клепку, выверку, проверку зазоров и пр.), когда они не ясны из схемы, и осуществляемый при сборке контроль.
3. Документация для монтажных работ
Монтаж оборудования, трубопроводов и конструкций, а также расчеты за выполненные работы проводят на основании технической, нормативной, проектно-сметной, технологической, монтажной и производственной исполнительной документации.
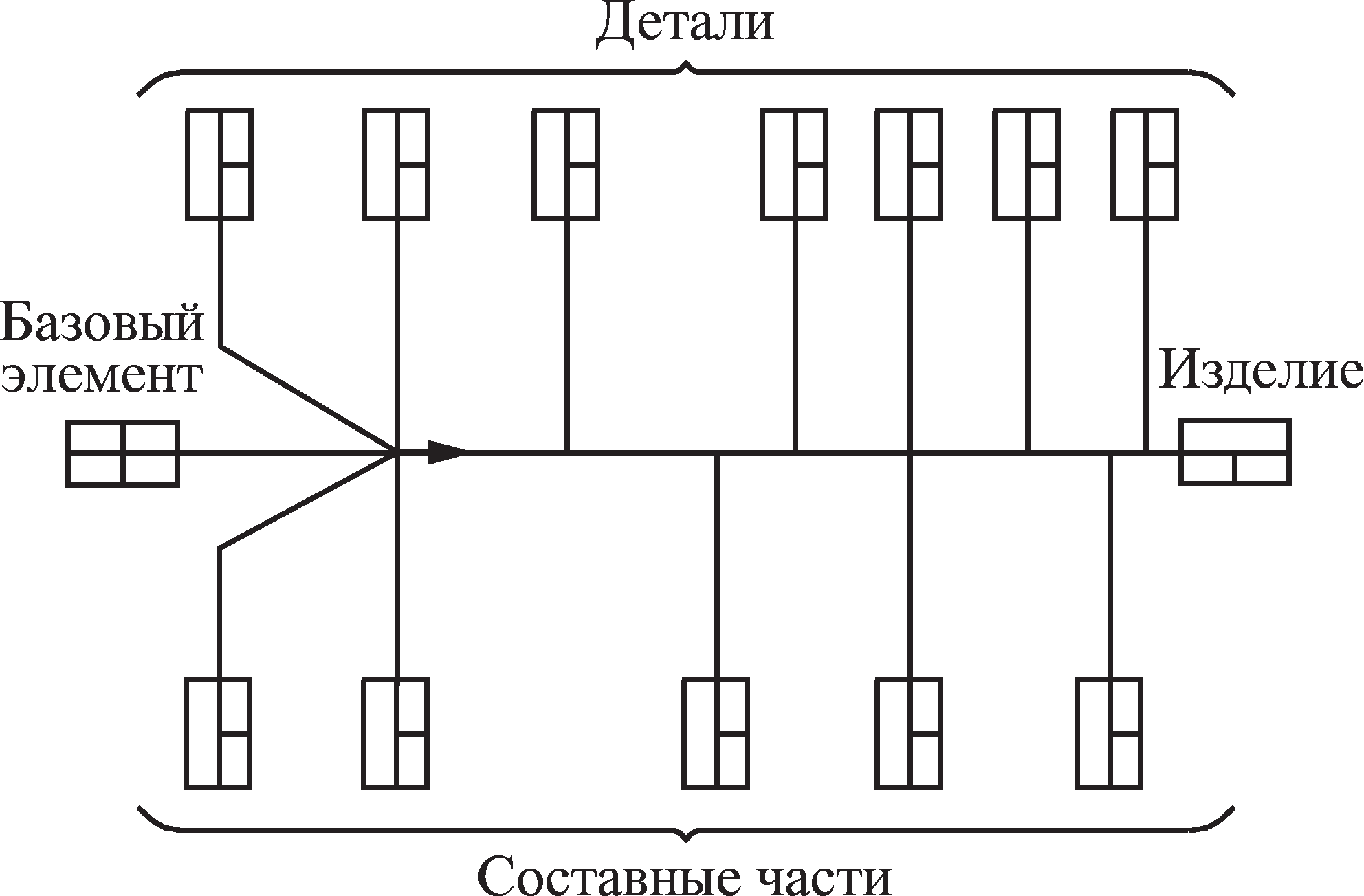
Рис. 1. Технологическая схема общей сборки изделия
К технической относится документация заводов-изготовителей на оборудование, которую заказчик передает монтажной организации для подготовки и выполнения работ. Она включает в себя:
- сборочные и установочные чертежи со спецификациями и комплектовочно-отгрузочными ведомостями;
- паспорта машин, аппаратов, арматуры и контрольно-измерительных приборов, входящих в комплект поставки;
- схемы деления негабаритного оборудования на поставочные узлы с указанием маркировки;
- заводские технические условия (ТУ) на изготовление и поставку оборудования, а также инструкции на его сборку, монтаж, сварку, испытание и обкатку вхолостую;
- акты завода-изготовителя на контрольную сборку, обкатку и испытание оборудования с приложением формуляров (монтажных карт) и указанием допускаемых и фактических зазоров, полученных при сборке;
- упаковочный лист (один экземпляр);
- схемы строповки отдельных узлов и машины в целом;
- график поставки оборудования;
- сертификаты на металлопрокат, трубы, метизы и др.
Нормативная документация — технические регламенты, строительные нормы и правила (СНиП), отраслевые (ОСТ) и государственные (ГОСТ) стандарты; сборники норм и расценок, ценники и прейскуранты оптовых цен на материалы и оборудование; технические условия на производство и приемку монтажных работ, изготовление и поставку оборудования; нормы продолжительности строительства объектов, монтажных работ и опробования оборудования.
Проектно-сметная документация.
Технологическая монтажная документация — проект организации строительства, проект производства работ, технологические карты и технологические схемы производства работ, а также журналы производства монтажных и специальных работ.
Проект организации строи — тельства (ПОС) разрабатывается на стадии рабочего проекта промышленного объекта. Одной из составных частей ПОС является раздел «Механомонтажные работы. Монтаж оборудования».
В состав этого раздела входят: сведения об объемах работ в денежном и физическом выражении; предложения по строительному генеральному плану (далее — стройгенплан) с указанием метода и направления строительства основных зданий и сооружений, площадок приобъектного склада и др.; принципиальные решения по монтажу основного оборудования; схемы установки и закрепления оборудования на фундаментах; порядок подачи оборудования в монтаж и на площадки приобъектного склада; сроки представления строительной готовности по этапам; график поставки основного оборудования и конструкций; схемы энергообеспечения; потребность в энергоресурсах и рабочей силе; предложения по созданию производственной базы и строительству жилых помещений; требования к генподрядчику (заказчику) и смежным организациям по организации, совмещению и увязке различных работ.
В принципиальных решениях по монтажу указаны: монтажные проемы; схемы монтажа основного оборудования и установки его в мертвых зонах, не обслуживаемых мостовыми кранами; технические решения по использованию строительных конструкций, специальных монтажных механизмов (порталов, подъемников и др.) для подъема оборудования и эстакад для его перемещения с разработкой соответствующих заданий на их проектирование или проверку их несущей способности с учетом монтажных нагрузок.
Проект производства работ (ППР) является основным технологическим документом, который разрабатывают в целом на объект или на отдельные виды работ в соответствии с требованиями общегосударственных и ведомственных нормативных документов. ППР состоит из пояснительной записки, графической части и приложения, которое включает в себя: смету на дополнительные работы, не учтенные в ценниках на монтаж оборудования; рабочие чертежи монтажных приспособлений и специальных временных сооружений, а также монтажно-технический паспорт объекта.
ППР содержит краткую характеристику объекта, данные по объему, стоимости и трудоемкости монтажа, схему монтажной площадки, генеральный план зоны выполнения и организации работ; решения по технологии монтажа и организации труда; сведения об энергоресурсах, материалах и средствах монтажа; требования к геодезическому обоснованию; технологические карты или схемы выполнения производственных процессов монтажа; схемы энергоснабжения, проекты производства сварочных работ; мероприятия по механизации ручного труда, технике безопасности и охране окружающей среды; чертежи временных сооружений, графики движения рабочих кадров и перемещения механизмов; схемы строповки и перемещения монтируемых узлов.
Технологическая карта производства работ. Монтаж отдельных машин и агрегатов осуществляют в соответствии с рабочими чертежами и инструкциями заводов-изготовителей. Когда технология, заложенная в инструкциях, не соответствует условиям производства, монтаж отдельных машин и выполнение сложных работ осуществляют по технологическим картам.
В технологической карте указаны наименование и характеристика машины (объекта, работы); объемы работ, масса и число монтажных узлов (блоков); сметная стоимость и трудоемкость работ, состав звеньев и бригад, продолжительность и сроки выполнения работы; план монтажной площадки (рабочей зоны, рабочего места); маршруты движения рабочих и перемещения механизмов; порядок приемки строительной части объекта и оборудования (конструкций, материалов); требования к расконсервации и подготовке оборудования (конструкций) к монтажу; схемы перемещения, строповки, установки и выверки оборудования (конструкций); последовательность работ (сборки); потребность в монтажных механизмах, приспособлениях, инструменте и материалах; порядок испытания (обкатки) вхолостую; технико-экономические показатели; техника безопасности. ППР и технологические карты на производственные процессы монтажа составляют проектно-технологические институты или монтажные организации.
Технологические схемы производства работ. Не требующие сложных инженерных решений работы по транспортированию и подъему выполняют по схемам, которые по составу аналогичны технологической карте, но имеют значительно меньший объем и оформляются на типовом бланке с приложением плана монтажной зоны, схем подъема и перемещения грузов.
Журналы производства работ ведут при монтаже ответственного оборудования; сварке трубопроводов и оборудования, подведомственных Ростехнадзору, а также ответственных металлоконструкций (доменных печей и т.п.); защите оборудования от коррозии; испытаниях (обкатке) оборудования.
Производственная исполнительная документация — схемы фундаментов и постаментов под оборудование, а также смонтированного оборудования и трубопроводов; формуляры установки ответственных машин, турбин, компрессоров, прокатного оборудования и т.п.; акты скрытых работ и т.д.
Производственную исполнительную документацию составляют в процессе выполнения работ. В исполнительных схемах и формулярах указывают проектные и фактические размеры, положение осей и высотных отметок элементов фундаментов, оборудования, конструкций и трубопроводов, а также допускаемые и фактические зазоры в подшипниковых опорах, зубчатых и червячных зацеплениях и других вращающихся узлах. Организационно-технологическая документация (ПОС, ППР и др.) по монтажу оборудования трубопроводов и конструкций должна содержать конкретные проектные решения по безопасности труда, определяющие технические средства и методы работ, которые обеспечивают выполнение нормативных требований безопасности труда.
Не допускается заменять проектные решения извлечениями из норм и правил безопасности труда, которые рекомендуется приводить только в качестве обоснования для разработки соответствующих решений.
Исходными данными для разработки проектных решений по безопасности труда являются:
- требования нормативных документов и стандартов по безопасности труда;
- типовые решения по выполнению требований безопасности труда, справочные пособия и каталоги средств защиты работающих;
- инструкции заводов — изготовителей строительных материалов, изделий и конструкций по обеспечению безопасности труда в процессе их применения;
- инструкции заводов — изготовителей машин и оборудования, применяемых в процессе работ.
При разработке проектных решений по организации строительных, монтажных и производственных площадок, участков работ необходимо выявить опасные производственные факторы, связанные с технологией и условиями производства работ, определить и указать в организационно-технологической документации зоны их действия. При этом опасные зоны, связанные с применением грузоподъемных машин, определяются в проектно-сметной документации (ПОС), а остальные — в производственной документации (ППР).
Санитарно-бытовые и производственные помещения и площадки для отдыха работников, а также автомобильные и пешеходные дороги следует располагать за пределами опасных зон.
На случай, если в процессе строительства, реконструкции или монтажа объектов и сооружений в опасные зоны вблизи мест перемещения грузов кранами и от монтируемых объектов попадут эксплуатируемые гражданские или производственные здания и сооружения, транспортные или пешеходные дороги и другие места возможного нахождения людей, необходимо предусматривать решения, предупреждающие условия возникновения там опасных зон. Так, рекомендуется:
- вблизи мест перемещения груза краном
- оснащать башенные краны дополнительными средствами ограничения зоны их работы, способствующими принудительному ограничению зоны работы таким образом, чтобы не допускать нахождения людей в опасных местах;
- скорость поворота стрелы крана в сторону границы рабочей зоны ограничивать до минимальной при расстоянии от перемещаемого груза до границы зоны менее 7 м;
- на участках, расположенных на расстоянии менее 7 м от границы опасных зон, грузы перемещать с применением предохранительных или страховочных устройств, исключающих падение груза;
- на участках вблизи строящегося (реконструируемого) здания по его периметру устанавливать защитный экран, имеющий равную или боYльшую высоту по сравнению с высотой возможного нахождения груза, перемещаемого грузоподъемным краном; зону работы крана ограничивать таким образом, чтобы перемещаемый груз не выходил за контуры здания в местах расположения защитного экрана.
Проектными решениями по обеспечению безопасности труда при разборке объектов должны быть определены:
- размеры опасной зоны при принятом методе работ;
- последовательность выполнения работ, исключающая самопроизвольное обрушение конструкций;
- мероприятия по подавлению пылеобразования в процессе разборки оборудования и конструкций и их погрузке. Для предупреждения падения работающих с высоты в проектных решениях следует предусматривать:
- сокращение объемов верхолазных работ за счет применения конвейерной или укрупнительной сборки, крупноблочного или бескранового метода монтажа;
- преимущественное первоочередное устройство постоянных ограждающих конструкций (стен, панелей и проемов);
- использование ограждающих устройств, соответствующих конструктивным и объемно-планировочным решениям возводимого объекта и удовлетворяющих требованиям безопасности труда;
- определение места и способов крепления предохранительного пояса.
Кроме того, решениями должны быть определены:
- средства подмащивания, предназначенные для выполнения данного вида работ или отдельной операции;
- пути и средства подъема работников на рабочие места;
- в необходимых случаях — грузозахватные приспособления, позволяющие осуществлять дистанционную расстроповку длинномерных строительных конструкций, оборудования и трубопроводов.
В целях предупреждения падения с высоты перемещаемых краном оборудования, конструкций, изделий, материалов, а также потери их устойчивости в процессе монтажа или складирования в проектных решениях необходимо указать:
- средства контейнеризации или тару для перемещения штучных материалов с учетом характера и грузоподъемности перемещаемого груза и удобства подачи его к месту работ;
- грузозахватные приспособления (грузовые стропы, траверсы и монтажные захваты), соответствующие массе и габаритным размерам перемещаемого груза, условиям строповки и монтажа;
- способы строповки, обеспечивающие подачу элементов конструкций при складировании и монтаже в положении, соответствующем проектному или близком к нему;
- приспособления (пирамиды, кассеты) для устойчивого хранения элементов строительных конструкций;
- порядок и способы складирования оборудования, конструкций, изделий и материалов;
- способы временного и окончательного закрепления конструкций;
- методы удаления отходов;
- место установки и конструкцию защитных перекрытий или козырьков при необходимости нахождения людей в зоне возможного падения мелких материалов или предметов.
При выполнении работ с применением грузоподъемных машин, механизмов или оборудования необходимо предусматривать:
- выбор типов машин, мест их установки и режимов работы в соответствии с параметрами, определенными технологией работ и условиями их производства;
- меры, ограничивающие зону действия машин, для предупреждения возникновения опасной зоны в местах нахождения людей, а также ограждение зоны работы машин;
- особые условия установки машин в зоне призмы обрушения грунта, на насыпном грунте или косогоре.
При необходимости разработки траншей и котлованов и нахождения в них людей для производства строительномонтажных работ должны быть определены:
- в проектно-сметной документации (ПОС) безопасная крутизна незакрепленных откосов выемки с учетом нагрузки от строительных машин и материалов или решение о применении креплений;
- в производственной документации (ППР), кроме того, дополнительные мероприятия по контролю и обеспечению устойчивости откосов в связи с сезонными изменениями;
- тип креплений и технология их установки, а также места установки лестниц для спуска и подъема людей.
Для предупреждения поражения работающих электротоком следует предусматривать:
- указания по устройству временных электроустановок, выбору трасс и определению напряжения временных силовых и осветительных электросетей, по устройству для ограждения токоведущих частей и месторасположению вводно-распределительных систем и приборов;
- способы заземления металлических частей электрооборудования;
- методы подъема людей;
- дополнительные защитные меры при производстве работ в помещениях с повышенной опасностью и особо опасных, а также при выполнении работ в аналогичных условиях вне помещений;
- мероприятия по безопасному осуществлению работ в охранных зонах линий электропередачи.
Для предупреждения воздействия на работников вредных производственных факторов (неблагоприятного микроклимата, шума, вибрации, пыли и вредных веществ в воздухе рабочей зоны) необходимо:
- определить участки работ, на которых могут возникнуть вредные производственные факторы, обусловленные технологией и условиями выполнения работ;
- предложить средства защиты работающих;
- предусмотреть специальные меры по хранению опасных и вредных веществ, а также для защиты работников при использовании приборов, содержащих радиоактивные изотопы и служащих источниками ионизирующих излучений, и применении лазеров.
4. Организация монтажных работ
При монтаже стальных конструкций, трубопроводов, оборудования и инженерного оборудования (далее — при выполнении монтажных работ) необходимо предусматривать мероприятия по предупреждению воздействия на работников следующих опасных и вредных производственных факторов, связанных с характером работы:
- расположения рабочих мест вблизи перепада по высоте 1,3 м и более;
- передвигающихся конструкций, грузов;
- обрушения незакрепленных элементов конструкций зданий и сооружений;
- падения вышерасположенных материалов, инструмента;
- опрокидывания машин, падения их частей;
- повышенного напряжения в электрической цепи, которая может замкнуться через тело человека.
При наличии вышеуказанных опасных и вредных производственных факторов безопасность монтажных работ должна быть обеспечена на основе выполнения содержащихся в организационно-технологической монтажной документации (ПОС, ППР и др.) следующих решений по охране труда:
- организации рабочих мест;
- определения марки крана, места установки и опасных зон при его работе;
- методов и средств доставки и монтажа оборудования;
- обеспечения безопасности рабочих мест на высоте;
- определения последовательности установки конструкций и оборудования;
- обеспечения устойчивости конструкций и частей здания в процессе монтажа;
- определения схем и способов укрупнительной сборки элементов конструкций;
- мер безопасности при травлении и обезжиривании трубопроводов.
На участке (захватке), где ведутся монтажные работы, не допускается выполнения других работ и нахождения посторонних лиц.
При возведении объектов запрещается вести работы, связанные с нахождением людей в одной захватке (участке) на этажах (ярусах), над которыми проводятся перемещение, установка и временное закрепление элементов конструкций и оборудования.
При невозможности разбивки зданий и сооружений на отдельные захватки (участки) одновременное выполнение монтажных и других строительных работ на разных этажах (ярусах) разрешается только в случаях, предусмотренных ППР, при наличии между ними надежных (обоснованных соответствующим расчетом на действие ударных нагрузок) междуэтажных перекрытий.
Использование установленных конструкций для прикрепления к ним грузовых полиспастов, отводных блоков и других монтажных приспособлений допускается только с согласия проектной организации, выполнившей рабочие чертежи конструкций.
Монтаж конструкций и оборудования сооружений следует начинать, как правило, с пространственно-устойчивой части: связевой ячейки, ядра жесткости и т.п.
Монтаж конструкций и оборудования каждого вышележащего этажа (яруса) многoэтaжнoгo объекта следует проводить после закрепления всех установленных монтажных элементов по проекту и достижения бетоном (раствором) заданной прочности, указанной в ППР.
Окраску и антикоррозионную защиту конструкций и оборудования в случаях, когда они выполняются на строительной площадке, следует осуществлять, как правило, до их подъема на проектную отметку. После подъема проводить окраску или антикоррозионную защиту надо только в местах стыков и соединений конструкций.
Распаковка и расконсервация подлежащего монтажу оборудования должны выполняться в зоне, отведенной в соответствии с ППР, и на специальных стеллажах или прокладках высотой не менее 100 мм.
При расконсервации оборудования не допускается применения материалов со взрывопожароопасными свойствами. При монтаже каркасных сооружений устанавливать последующий ярус каркаса разрешается только после установки ограждающих конструкций или временных ограждений на предыдущем ярусе.
Монтаж лестничных маршей и площадок сооружений, а также грузопассажирских строительных подъемников (лифтов) должен осуществляться одновременно с монтажом конструкций и оборудования объекта. На смонтированных лестничных маршах следует незамедлительно устанавливать ограждения. В процессе монтажа оборудования и конструкций объектов монтажники должны находиться на ранее установленных и надежно закрепленных конструкциях или средствах подмащивания. Запрещается пребывание людей на элементах конструкций и оборудования во время их подъема и перемещения. Навесные монтажные площадки, лестницы и другие приспособления, необходимые для работы монтажников на высоте, следует устанавливать на монтируемых конструкциях до их подъема.
Для перехода монтажников с одной конструкции на другую нужно применять лестницы, переходные мостики и трапы, имеющие ограждения.
Запрещается переход монтажников по трубопроводам, конструкциям и их элементам (фермам, ригелям и т.п.), на которых невозможно обеспечить требуемую ширину прохода при установленных ограждениях без применения специальных предохранительных приспособлений (натянутого вдоль конструкции каната для закрепления карабина предохранительного пояса монтажника).
Места и способ крепления каната и длина его участков должны быть указаны в ППР.
При монтаже ограждающих конструкций необходимо применять предохранительный пояс совместно со страховочным приспособлением. Типовое решение указывается в ППР.
Не допускается нахождения людей под монтируемыми элементами, конструкциями и оборудованием до установки их в проектное положение.
При необходимости нахождения работающих под монтируемым оборудованием (конструкциями) требуется осуществлять специальные мероприятия, обеспечивающие безопасность работающих.
Навесные металлические лестницы высотой более 5 м должны удовлетворять требованиям СНиП 12-03 или их следует ограждать металлическими дугами с вертикальными связями и надежно прикреплять к конструкциям или оборудованию. Подъем рабочих по навесным лестницам на высоту более 10 м допускается в том случае, если лестницы оборудованы площадками отдыха не реже чем через каждые 10 м по высоте.
Расчалки для временного закрепления монтируемых конструкций должны быть прикреплены к надежным опорам. Число расчалок, их материалы и сечение, способы натяжения и места закрепления устанавливаются проектом производства работ.
Расчалки должны быть расположены за пределами габаритных размеров движущегося транспорта и строительных машин и не касаться острых углов других конструкций. Перегибание расчалок в местах соприкосновения их с элементами других конструкций допускается лишь после проверки прочности и устойчивости этих элементов под воздействием сил от расчалок.
Элементы монтируемых конструкций или оборудования во время перемещения должны удерживаться от раскачивания и вращения гибкими оттяжками.
Строповку конструкций и оборудования необходимо проводить средствами, удовлетворяющими требованиям СНиП 12-03 и обеспечивающими возможность дистанционной расстроповки с рабочего горизонта в случаях, когда высота до замка грузозахватного средства превышает 2 м.
5. Порядок проведения монтажных работ
До начала монтажных работ необходимо установить порядок обмена сигналами между лицом, руководящим монтажом, и машинистом грузоподъемного средства.
Все сигналы подаются только одним лицом (бригадиром, звеньевым, такелажником-стропальщиком), кроме сигнала «Стоп», который может быть подан любым работником, заметившим явную опасность.
В особо ответственных случаях (при подъеме конструкций с применением сложного такелажа, метода поворота, при надвижке крупногабаритных и тяжелых конструкций, при подъеме их двумя или более кранами или механизмами и т.п.) сигналы должен подавать только руководитель работ.
Строповку монтируемых элементов следует проводить в местах, указанных в рабочих чертежах, и обеспечить их подъем и подачу к месту установки в положении, близком к проектному.
Запрещается подъем элементов оборудования и конструкций, не имеющих монтажных петель, отверстий или маркировки и меток, обеспечивающих их правильную строповку и монтаж.
Подлежащие монтажу элементы конструкций необходимо очищать от грязи и наледи до их подъема.
Монтируемые элементы надо поднимать плавно, без рывков, раскачивания и вращения.
Поднимать конструкции следует в два приема: сначала на высоту 20…30 см, затем после проверки надежности строповки проводить дальнейший подъем.
При перемещении конструкций или оборудования расстояние между ними и выступающими частями смонтированного оборудования или других конструкций должно быть по горизонтали не менее 1 м, по вертикали — не менее 0,5 м.
Во время перерывов в работе не допускается оставлять поднятые элементы конструкций и оборудования на весу.
Установленные в проектное положение элементы конструкций или оборудования должны быть закреплены так, чтобы обеспечивались их устойчивость и геометрическая неизменяемость.
Расстроповку элементов конструкций и оборудования, установленных в проектное положение, следует выполнять после постоянного или временного их закрепления согласно проекту. Перемещать установленные элементы конструкций или оборудования после их расстроповки, за исключением случаев использования монтажной оснастки, предусмотренных ППР, нельзя.
До окончания выверки и надежного закрепления установленных элементов не допускается опирание на них вышерасположенных конструкций, если это не оговорено в ППР.
Запрещается выполнять монтажные работы на высоте в открытых местах при скорости ветра 15 м/с и более, при гололеде, грозе или тумане, исключающих видимость в пределах фронта работ.
Работы по перемещению и установке вертикальных панелей и подобных им конструкций с большой парусностью необходимо прекращать при скорости ветра 10 м/с и более.
При надвижке (передвижке) конструкций и оборудования лебедками грузоподъемность тормозных лебедок и полиспастов должна равняться грузоподъемности тяговых, если иные требования не установлены проектом.
При монтаже конструкций из рулонных заготовок (резервуаров и т.п.) нужно принимать меры против самопроизвольного сворачивания рулона.
При сборке горизонтальных цилиндрических емкостей, состоящих из отдельных царг, должны применяться клиновые прокладки и другие приспособления, исключающие возможность самопроизвольного скатывания царг.
Укрупнительную сборку и доизготовление подлежащих монтажу конструкций и оборудования следует выполнять, как правило, на специально предназначенных для этого местах согласно ППР.
Перемещение конструкций или оборудования несколькими подъемными или тяговыми средствами необходимо осуществлять по ППР под непосредственным руководством лиц, ответственных за безопасное производство работ кранами, при этом нагрузка, приходящаяся на каждый из них, не должна превышать грузоподъемности крана.
Еще до монтажа трубопроводов их заготовку и подгонку надо выполнять в заготовительных мастерских. Выполнение этих работ на подмостях, предназначенных для монтажа трубопроводов, запрещается.
При монтаже оборудования и трубопроводов грузоподъемными кранами следует руководствоваться правилами безопасности, установленными СНиП 10-03.
Все работы по устранению конструктивных недостатков и ликвидации недоделок на смонтированном оборудовании, подвергнутом испытанию продуктом, необходимо проводить только после разработки и утверждения заказчиком и генеральным подрядчиком совместно с существующими субподрядными организациями мероприятий по безопасности работ.
Установка и снятие перемычек (связей) между смонтированным и действующим оборудованием, а также подключение временных установок к действующим системам (электрическим, паровым, техническим и т.д.) без письменного разрешения генерального подрядчика и заказчика не допускаются.
Монтаж трубопроводов и воздуховодов на эстакадах проводится с инвентарных подмостей, снабженных лестницами для подъема и спуска работников. Подъем и спуск по конструкциям эстакад не разрешается.
Запрещается нахождение людей под устанавливаемым оборудованием, монтажными узлами оборудования и трубопроводов до их окончательного закрепления.
Опускать трубы в закрепленную траншею следует с принятием мер против нарушения креплений траншеи.
Нельзя скатывать трубы в траншею с помощью ломов и ваг, а также использовать распорки крепления траншей в качестве опор для труб.
В помещениях, где проводится обезжиривание, запрещается пользоваться открытым огнем и допускать искрообразование.
Электроустановки в указанных помещениях должны быть во взрывобезопасном исполнении.
Работы по обезжириванию трубопроводов должны выполняться в помещениях, оборудованных приточновытяжной вентиляцией. При работах на открытом воздухе исполнители должны находиться с наветренной стороны.
Место, где проводится обезжиривание, необходимо оградить и обозначить знаками безопасности.
Работники, занятые на работах по обезжириванию трубопроводов, должны быть обеспечены соответствующими противогазами, спецодеждой, рукавицами и резиновыми перчатками.
Монтаж оборудования, трубо- и воздухопроводов вблизи электрических проводов (в пределах расстояния, равного наибольшей длине монтируемого узла или звена трубопровода) проводится при снятом напряжении или защите электропроводов от механического повреждения диэлектрическими коробами.
При невозможности снятия напряжения работы следует выполнять по наряду-допуску, утвержденному в установленном порядке.
При продувке труб сжатым воздухом запрещается находиться в камерах и колодцах, где установлены задвижки, вентили, краны и т.п.
Для продувки трубопроводов необходимо установить у концов труб щиты для защиты глаз от окалины, песка.
Запрещается находиться против или вблизи незащищенных концов продуваемых труб.
В процессе выполнения сборочных операций трубопроводов и оборудования совмещение отверстий и проверка их совпадения в монтируемых деталях должны проводиться с использованием специального инструмента (конусных оправок, сборочных пробок и др.). Проверять совпадение отверстий в монтируемых деталях пальцами рук не допускается.
При монтаже оборудования должна быть исключена возможность самопроизвольного или случайного его включения.
В случае монтажа оборудования с использованием домкратов должны быть приняты меры, исключающие возможность перекоса или опрокидывания домкратов.
6. Подготовка производства работ и повышение монтажной технологичности оборудования
Подготовкой производства монтажа называется разработка и осуществление комплекса взаимоувязанных организационных, технических и технологических, планово-экономических и финансовых документов и мероприятий, обеспечивающих эффективное выполнение работ в установленные сроки при заданных технико-экономических показателях.
Перспективная подготовка производства заключается в повышении монтажной технологичности объектов, заводской готовности и монтажной технологичности оборудования.
В процессе подготовки текущего производства необходимо:
- рассмотреть и укомплектовать документацию для монтажных работ;
- составить накопительные ведомости на трубопроводы и металлоконструкции, заявки на материалы;
- оформить заказы на изготовление конструкций, узлов и деталей трубопроводов, монтажных приспособлений и заготовок, а также задания на разработку ППР и чертежей металлоконструкций;
- проверить правильность сметной документации и уточнить объемы работ;
- разработать, согласовать, утвердить и выдать исполнителям проекты и схемы производства работ, технологические карты и другую документацию по производству, механизации и сдаче монтажных работ;
- составить графики производства работ и обеспечения их материальнотехническими ресурсами;
- принять строительную часть объекта и оборудование в монтаж;
- обеспечить монтажные участки соответствующими кранами и механизмами, инструментом и приспособлениями, такелажным оборудованием и оснасткой;
- сформировать бригады по профессиональному и квалификационному составу, а также подготовить исходные материалы и заключить договора бригадного подряда;
- обеспечить работы металлоконструкциями, узлами и деталями трубопроводов;
- организовать геодезическую службу и контроль за качеством монтажных работ, материалов и изделий.
Кроме того, при подготовке производства должны быть решены задачи: увязки механомонтажных работ с другими работами; определения порядка поставки оборудования и его подачи в монтажную зону, установки и закрепления на фундаментах; обеспечения до начала монтажа пуска мостовых кранов; предоставления строительной готовности; обеспечения монтажа материальнотехническими ресурсами; энергоснабжения и др.
Перед началом работ монтажники должны иметь на руках рабочие чертежи технического проекта на объект в целом или на этапы работ; сметы; чертежи на металлические конструкции с пояснительными записками, конструктивными схемами, спецификациями на металлопрокат и чертежи железобетонных конструкций с монтажными схемами. К рабочим чертежам прилагают заказные спецификации на оборудование, арматуру, изделия и материалы, а также планы и разрезы зданий, необходимые для монтажа оборудования и трубопроводов.
Монтажная технологичность конструкций оборудования — совокупность свойств конструкции оборудования, определяющая ее приспособленность к достижению минимальных затрат при монтаже вне предприятия-изготовителя для получения заданных показателей качества при принятых условиях и технологии выполнения работ.
Оборудование, обладающее высоким уровнем монтажной технологичности, может быть смонтировано на строящихся промышленных объектах с использованием экономичных и прогрессивных технологических процессов.
Уровень монтажной технологичности повышают путем предъявления генеральным проектировщикам и заводам-изготовителям на стадиях разработки задания на проектирование оборудования научно и технически обоснованных монтажно-технологических требований к конструкции, комплектности и качеству изготовления механизмов, машин, агрегатов и другого оборудования, поставляемого на монтаж. Повышение монтажной технологичности обеспечивает сокращение продолжительности и улучшение качества монтажа машин, агрегатов и другого оборудования, повышение производительности труда монтажников при общем сокращении трудовых затрат.
Монтажно-технологические требования к оборудованию задают в виде системы качественных характеристик и количественных показателей монтажной технологичности, в том числе требований к блочности, сборности и заводской готовности, а также в виде конкретных указаний по конструктивному исполнению и поставке каждого вида оборудования. При этом показатели монтажной технологичности и заводской готовности оборудования, характеризующие выполнение монтажно-технологических требований, включают в состав технической характеристики и предусматривают в картах технического уровня и качества продукции.
Качественная оценка монтажной технологичности выполняется по отдельным конструктивным и технологическим признакам на основании анализа соответствия конструктивного исполнения оборудования монтажно-технологическим требованиям. Сравнение нескольких конструктивных исполнений оборудования при его разработке позволяет выбрать лучший из них или установить целесообразность количественной оценки.
В процессе качественной оценки контролируются: реализация в конструкции оборудования требований заводской готовности, комплектности, прохождения им испытаний на стендах завода-изготовителя; степень укрупнения габаритного оборудования в агрегатированные или комплектные монтажные блоки; степень укрупнения поставляемых частей негабаритного оборудования; обеспечение удобств при строповке, выверке, центрировании и установке на фундамент; возможность удобной и точной сборки элементов, соединяемых при монтаже.
Общие монтажно-технологические требования к конструкции, изготовлению и поставке оборудования регламентированы ГОСТ 24444–87.
Количественно монтажную технологичность оценивают с помощью специальных показателей, характеризующих реализацию в конструкции оборудования тех или иных монтажно-технологических требований.
Количественная оценка монтажной технологичности осуществляется по основным показателям, определяющим технологичность в целом, и по дополнительным, отражающим отдельные особенности конструкции оборудования. Основными показателями являются: трудоемкость монтажа; удельная трудоемкость монтажа; коэффициент заводской готовности.
К дополнительным показателям относятся коэффициенты: монтажной сборности; заводской сборки; собираемости; равновесности; распределения допуска; сложности стыков; дополнительных затрат металлопроката. Возможно применение и других критериев.
Уровень монтажной технологичности оборудования определяют как отношение однотипных достигнутых при разработке и изготовлении показателей к заданным базовым.
7. Организация монтажной площадки и требования к обеспечению ее безопасности
Организацию монтажной площадки отражают в стройгенплане на стадии монтажа оборудования.
На стройгенплане показывают расположение: постоянных и временных сооружений; железнодорожных и автомобильных путей; монтажных проемов и въездов в цехи; внецеховых трасс трубопроводов и электропередачи; площадок приобъектного склада, площадок укрупнительной сборки оборудования (конструкций), складских и культурнобытовых помещений; строительных и монтажных машин и механизмов, зоны обслуживания и маршруты их перемещения; объемы грузов, подаваемых по въездным путям. На стройгенплане указывают также направление строительства основных объектов (цехов) с разбивкой их на участки.
Для многопролетных цехов с большим подземным хозяйством и сложных сооружений (прокатные, кузнечнопрессовые, сталеплавильные и другие цехи металлургической, отдельные производства химической и других отраслей промышленности) кроме общеплощадочного составляют еще и объектный стройгенплан.
При организации рабочего места (монтажной зоны и площадки) составляют два-три варианта планировки монтажной площадки, предусматривая резервные решения на случай отклонения от принятой организации работ. При этом учитывают, что основная часть оборудования (конструкций) подается на площадки приобъектного склада или к месту монтажа железнодорожным и автомобильным транспортом, а также на специальных автотранспортных устройствах. Так как при подаче оборудования избегают дополнительных разгрузок и погрузок, а также перегрузок его на другие транспортные средства, особенно двух-, трехкратных, то железнодорожный (автомобильный) путь и площадки следует располагать в зоне действия монтажных механизмов, самоходных или мостовых кранов для установки оборудования в проектное положение.
Мелкое оборудование подают автотранспортом, поэтому предусматривают автопоезда и маршруты его движения по цеху. Площадки для складирования, расконсервации, ревизии или укрупнительной монтажной сборки оборудования располагают на территории приобъектного склада или непосредственно у фундаментов.
В условиях строящегося предприятия для монтажных организаций выделяют участки территории для размещения монтажного городка, состоящего из инвентарных передвижных зданий контейнерного типа. Типовые компоновки монтажных участков разрабатывают в зависимости от числа работающих и выполняемых монтажных работ (рис. 2).
Расположение площадок под монтажный городок и передвижных зданий контейнерного типа выбирают в каждом отдельном случае по согласованию с генеральным подрядчиком с учетом насыщенности строительной площадки и наличия свободных площадей в цехах. В тех случаях, когда имеется возможность, службы участков и склады арматуры, аппаратуры и приборов размещают в подсобных помещениях зданий, строительство которых должно быть закончено к началу монтажных работ.
Для хранения электродвигателей, деталей трубопроводов, контрольно-измерительной аппаратуры и т.п. используют сборно-разборные складские помещения.
Обеспечение объектов монтажа энергоресурсами и устройство временных сетей водопровода и канализации, электроснабжения, паропровода и горячей воды, пневмолиний сжатого воздуха и других с врезками в действующие линии, а также установку распределительных устройств обеспечивает генеральный подрядчик, а при работе в действующих цехах — заказчик. Временную разводку этих сетей в пределах рабочей зоны (отдельной площадки или помещения и т.п.) выполняет монтажная организация.
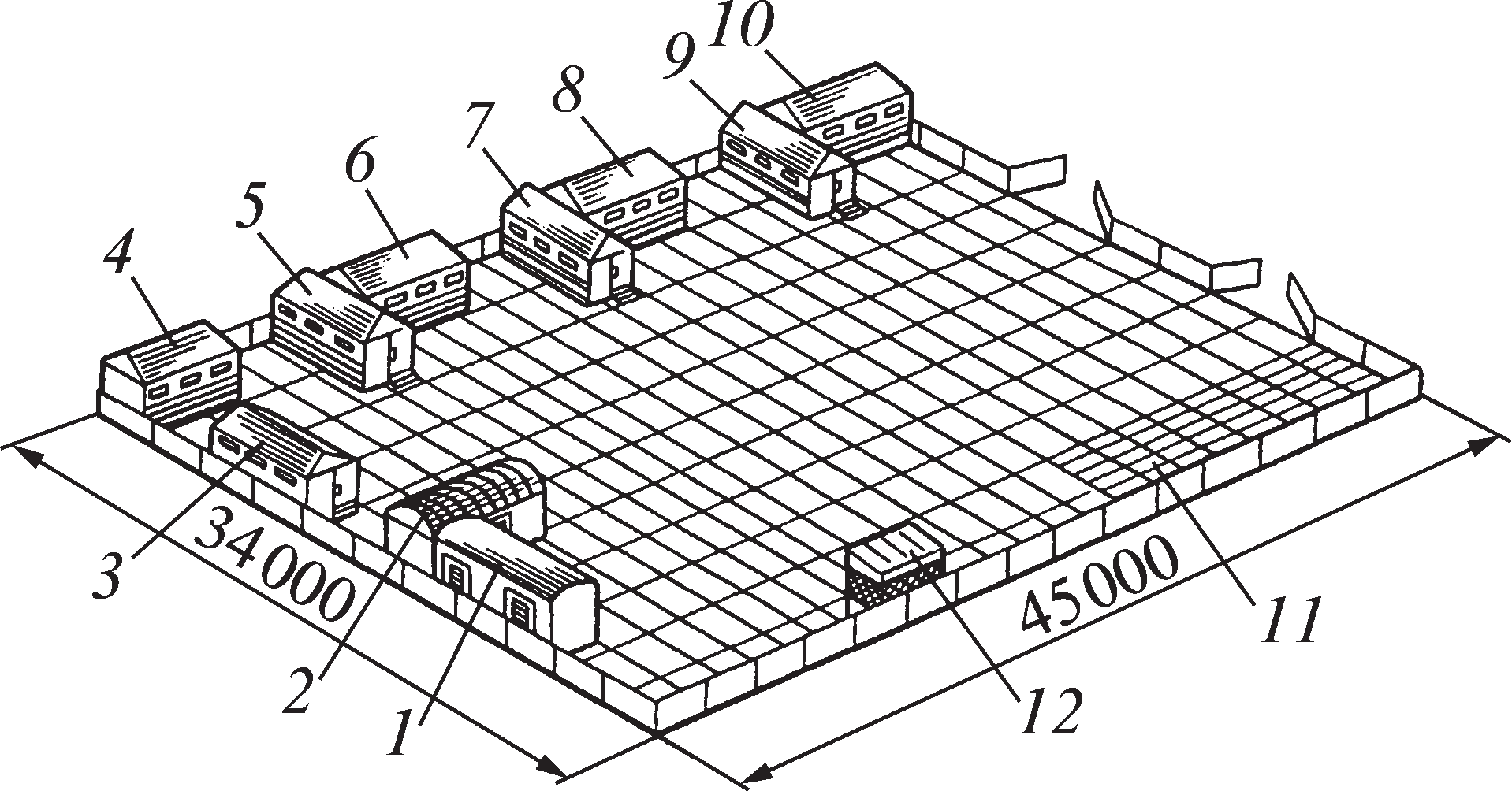
Рис. 2. Монтажный участок на 100 работающих: 1 — туалет; 2 — душевая; 3–6 — помещения для бригад, места отдыха и приема пищи; 7 — инструментальная мастерская; 8 — склад инструментов; 9, 10 — помещения для прораба, контора; 11 — площадка для складирования материалов; 12 — склад для хранения газовых баллонов
Потребность в воздухе при монтаже удовлетворяют, используя автомобильные передвижные компрессорные станции типа АПКС-3, АПКС-6, АПКС-10 производительностью 2,5…10 м3/мин и с давлением нагнетания 0,7…1,2 МПа (7…12 кгс/см2), а также компрессорные установки типа ГСВ-1/12 производительностью 1 м3/мин, которые обеспечивают давление 1,2 МПа (12 кгс/см2). При невозможности использования действующих кислородопроводов предусматривают подачу кислорода от специальных распределительных кислородных рамп или индивидуальных баллонов. Кислородные рампы стационарного типа 2 × 5 или 2 × 10 м располагают в отдельных помещениях постоянного или инвентарного типа. Для устройства передвижных рамп применяют автомобильный прицеп, на котором установлены вертикально или уложены в наклонном положении (под углом 10…15° к горизонту) 25…30 кислородных баллонов. Передвижные рампы заполняют кислородом на кислородной станции с помощью специального вентиля.
Для электроснабжения объектов в проекте проведения общестроительных работ для всего комплекса строительства предусматривают только высоковольтную часть электроснабжения с расстановкой комплектных трансформаторных подстанций наружного типа (КТПН). Поскольку разводку от КТПН до распределительных пунктов с их установкой (низковольтная часть) осуществляет генеральный подрядчик (отдел главного энергетика строительного треста), то ему заблаговременно выдают исходные данные по электроснабжению монтажной площадки, в том числе схему расстановки распределительных силовых шкафов.
Наиболее экономичным и ресурсосберегающим мероприятием при обеспечении строительства энергоресурсами является использование проектных внецеховых и внутрицеховых сетей энергообеспечения. Это предполагает опережающее строительство и ввод в действие объектов энергоснабжения.
8. Требования к безопасности монтажных площадок
Существуют обязательные требования к безопасности организации монтажных площадок, участков работ и рабочих мест, определенные строительными нормами и правилами.
Производственные территории (т.е. строительные монтажные площадки с находящимися на них объектами строительства, производственными и санитарно-бытовыми зданиями и сооружениями), участки работ и рабочие места должны быть подготовлены для обеспечения безопасного производства работ. Подготовительные мероприятия необходимо закончить до начала производства работ. Соответствие требованиям охраны и безопасности труда производственных территорий, зданий и сооружений, участков работ и рабочих мест, вновь построенных или реконструируемых промышленных объектов определяется при приемке их в эксплуатацию.
Окончание подготовительных работ на строительной площадке принимается по акту о выполнении мероприятий по безопасности труда и готовности объекта к началу строительства.
Производственное оборудование, приспособления и инструмент, применяемые для организации рабочего места, должны отвечать требованиям безопасности труда и обеспечены необходимыми средствами коллективной или индивидуальной защиты работающих, первичными средствами пожаротушения, а также средствами связи, сигнализации и другими техническими средствами обеспечения безопасных условий труда в соответствии с требованиями действующих нормативных документов и условиями соглашений.
При размещении на производственной территории санитарно-бытовых и производственных помещений, мест отдыха, проходов для людей, рабочих мест, необходимо, чтобы они располагались за пределами опасных зон.
На границах зон постоянно действующих опасных производственных факторов должны быть установлены защитные ограждения, а зон потенциально опасных производственных факторов — сигнальные ограждения и знаки безопасности.
При монтаже объектов с применением грузоподъемных кранов, когда в опасные зоны, расположенные вблизи строящихся объектов, а также мест перемещения грузов кранами, попадают транспортные или пешеходные пути, санитарно-бытовые или производственные здания и сооружения, другие места постоянного или временного нахождения людей на территории строительной площадки или вблизи нее, работы следует выполнять в соответствии с ПОС и ППР, содержащими решение следующих вопросов для обеспечения безопасности людей:
- применения средств для искусственного ограничения зоны работы кранов;
- использования защитных сооружений — укрытий и защитных экранов.
Проезды, проходы на производственных территориях, а также проходы к рабочим местам и рабочие места должны содержаться в чистоте и порядке, очищаться от мусора и снега, не загромождаться складируемыми материалами и конструкциями.
Допуск на производственную территорию посторонних лиц, а также работников в нетрезвом состоянии или не занятых на работах на данной территории запрещается.
Находясь на территории строительной или монтажной производственной площадки, в производственных и бытовых помещениях, на участках работ и рабочих местах, работники, а также представители других организаций обязаны выполнять правила внутреннего трудового распорядка, принятые в данной организации.
Территориально обособленные помещения, площадки, участки работ, рабочие места должны быть обеспечены телефонной или радиосвязью.
Устройство производственных территорий, их техническая эксплуатация должны соответствовать требованиям технических регламентов, Строительных норм и правил, государственных стандартов, санитарных, противопожарных, экологических и других действующих нормативных документов.
Производственные территории и участки работ в населенных пунктах или на территории организации во избежание доступа посторонних лиц необходимо ограждать.
Конструкция защитных ограждений должна удовлетворять следующим требованиям:
- высота ограждения производственных территорий должна быть не менее 1,6 м, а участков работ не менее 1,2 м;
- ограждения, примыкающие к местам массового прохода людей, должны иметь высоту не менее2ми быть оборудованы сплошным защитным козырьком;
- козырек должен выдерживать действие снеговой нагрузки, а также нагрузки от падения одиночных мелких предметов;
- ограждения не должны содержать проемов, кроме ворот и калиток, контролируемых в течение рабочего времени и запираемых после его окончания. В местах прохода людей в пределах опасных зон надо предусматривать щитные ограждения. Входы в строящиеся здания (сооружения) должны быть защищены сверху козырьком шириной не менее 2 м от стены здания. Угол, образуемый между козырьком и вышерасположенной стеной над входом, должен составлять 70…75°.
При производстве работ в закрытых помещениях, на высоте, под землей необходимо иметь в виду мероприятия, позволяющие эвакуировать людей в случае возникновения пожара или аварии.
У въезда на производственную территорию следует разместить схему внутрипостроечных дорог и проездов с указанием мест складирования материалов и конструкций, мест разворота транспортных средств, объектов пожарного водоснабжения и пр.
Внутренние автомобильные дороги производственных территорий должны соответствовать строительным нормам и правилам и быть оборудованы дорожными знаками, регламентирующими порядок движения транспортных средств и строительных машин в соответствии с Правилами дорожного движения Российской Федерации.
Эксплуатация инвентарных санитарно-бытовых зданий и сооружений должна осуществляться по инструкциям заводов-изготовителей.
Строительство и эксплуатация производственных зданий выполняются согласно строительным нормам и правилам.
При ведении монтажно-сварочных работ на территории населенных пунктов или на производственных территориях котлованы, ямы, траншеи и канавы в местах, где происходит движение людей и транспорта, должны быть ограждены.
В местах перехода через траншеи, ямы, канавы нужны переходные мостики шириной не менее 1 м, огражденные с обеих сторон перилами высотой не менее 1,1 м со сплошной обшивкой внизу на высоту 0,15 м дополнительной ограждающей планкой на высоте 0,5 м от настила.
На производственных территориях, участках работ и рабочих местах работники должны быть обеспечены питьевой водой, удовлетворяющей санитарным требованиям.
Монтажные площадки, участки работ и рабочие места, проезды и подходы к ним в темное время суток должны быть освещены в соответствии с требованиями государственных стандартов.
Освещение закрытых помещений должно отвечать требованиям строительных норм и правил.
Освещенность должна быть равномерной, без слепящего действия осветительных приспособлений на работающих. Работы в неосвещенных местах не допускаются.
Для работающих на открытом воздухе должны быть предусмотрены навесы для укрытия от атмосферных осадков.
При температуре воздуха на рабочих местах ниже 10 °С работающие на открытом воздухе или в неотапливаемых помещениях должны быть обеспечены помещениями для обогрева.
Колодцы, шурфы и другие выемки следует закрывать крышками, щитами или ограждать. В темное время суток указанные ограждения необходимо освещать электрическими сигнальными лампочками напряжением не выше 42 В.
Рабочие места и проходы к ним, расположенные на перекрытиях, покрытиях на высоте более 1,3ми на расстоянии менее 2 м от границы перепада по высоте, должны быть ограждены защитными или страховочными ограждениями, а при расстоянии более2м— сигнальными ограждениями, соответствующими требованиям государственных стандартов.
Проемы в стенах при одностороннем примыкании к ним настила (перекрытия) должны ограждаться, если расстояние от уровня настила до нижнего проема менее 0,7 м.
При невозможности или экономической нецелесообразности применения защитных ограждений допускается производство работ с применением предохранительного пояса для монтажников, соответствующего государственным стандартам, и оформлением наряда-допуска. Проходы на рабочих местах и к рабочим местам должны отвечать следующим требованиям:
— ширина одиночных проходов к рабочим местам и на рабочих местах должна быть не менее 0,6 м, а высота таких проходов в свету — не менее 1,8 м;
— лестницы или скобы, применяемые для подъема или спуска работников на рабочие места, расположенные на высоте более 5 м, должны быть оборудованы устройствами для закрепления фала предохранительного пояса (канатами с ловителями и др.).
При нахождении рабочих мест на перекрытиях воздействие нагрузок на перекрытие от размещенных материалов, оборудования, оснастки и людей не должно превышать расчетных нагрузок на перекрытие, предусмотренных проектом, с учетом фактического состояния несущих строительных конструкций.
В случае выполнения работ на высоте, внизу, под местом работ, необходимо выделить опасные зоны. При совмещении работ по одной вертикали нижерасположенные места должны быть оборудованы соответствующими защитными устройствами (настилами, сетками, козырьками), установленными на расстоянии не более 6 м по вертикали от нижерасположенного рабочего места.
Для прохода рабочих, выполняющих работы на крыше с уклоном более 2°, а также на крыше с покрытием, не рассчитанным на нагрузки массы работающих, необходимо устраивать трапы шириной не менее 0,3 м с поперечными планками для упора ног. Трапы на время работы закрепляются.
Рабочие места с применением оборудования, пуск которого осуществляется извне, должны иметь сигнализацию, предупреждающую о пуске, а в необходимых случаях — связь с оператором.
Складирование оборудования, конструкций, материалов, прокладка транспортных путей, установка опор воздушных линий электропередачи и связи должны выполняться за пределами призмы обрушения грунта незакрепленных выемок (котлованов, траншей), а их размещение в пределах призмы обрушения грунта у выемок с креплением допускается при условии предварительной проверки устойчивости закрепленного откоса по паспорту крепления или проведенного расчета с учетом динамической нагрузки.
Материалы (конструкции) следует размещать в соответствии с требованиями строительных норм и правил, а также норм и правил (в том числе межотраслевых) по охране труда на выровненных площадках, принимая меры против самопроизвольного смещения, просадки, осыпания и раскатывания складируемых материалов и оборудования.
Складские площадки должны быть защищены от поверхностных вод. Запрещается складировать материалы, изделия на насыпных неуплотненных грунтах.
Материалы, изделия, конструкции и оборудование при складировании на строительной площадке и рабочих местах должны укладываться следующим образом:
- ригели и колонны в штабель высотой до2м на подкладках и с прокладками;
- мелкосортный металл в стеллаж высотой не более 1,5 м;
- санитарно-технические и вентиляционные блоки в штабель высотой не более2м на подкладках и с прокладками;
- крупногабаритное и тяжеловесное оборудование и его части в один ярус на подкладках;
- черные прокатные металлы (листовая сталь, швеллеры, двутавровые балки, сортовая сталь) в штабель высотой до 1,5 м на подкладках и с прокладками;
- трубы диаметром до 300 мм в штабель высотой до 3 м на подкладках и с прокладками с концевыми упорами;
- трубы диаметром более 300 мм в штабель высотой до3мв седло без прокладок с концевыми упорами.
Другие материалы, конструкции и изделия следует складировать согласно требованиям стандартов и технических условий на них.
Между штабелями (стеллажами) на складах должны быть предусмотрены проходы шириной не менее1ми проезды, ширина которых зависит от габаритных размеров транспортных средств и погрузочно-разгрузочных механизмов, обслуживающих место складирования.
Прислонять (опирать) материалы и изделия к заборам, деревьям и элементам временных и капитальных сооружений не допускается.
Промышленные установки: конструкции, виды и автоматизация
Современное промышленное производство независимо от отрасли характеризуется высокой степенью унификации, механизации и автоматизации.
Классифицировать промышленные установки можно разными способами:
- по роду промышленности – химические, энергетические, металлургические и т.д.,
- по значимости – основные и вспомогательные, по организации производственного процесса –непрерывного или периодического действия,
- по сфере применения – универсальные и специализированные,
- по типу процесса — механические, гидромеханические, тепловые, химические, массообменные,
- по уровню автоматизации – автоматы, полуавтоматы и самонастраивающиеся установки.
Значительную часть промышленных установок можно считать универсальными, то есть применимыми в большинстве производств независимо от отрасли промышленности. К таким можно отнести холодильные, насосные, подогревающие, подъемные установки. Большинство технологических процессов в самых разных отраслях связано с нагреванием, охлаждением и передачей масс и тепла на расстояние.
Для узкоспециализированных производств, например, в химической промышленности, применяют специализированное оборудование – аэраторы, тигли, центрифуги, плазмотроны, скрубберы, в металлургии – установки для индукционного прогрева и т.д.

Промышленная вентиляционная установка — пример организации.
Всякий технологический процесс требует энергии, поэтому любая промышленная установка снабжается энергоагрегатом – электрическим, на твердом или жидком топливе. Кроме того, к действующей установке необходимо подавать сырье, материал и забирать готовый продукт, поэтому любой установке необходим транспортный модуль для производства погрузочных работ. Это может быть система трубопроводов, если установка работает с жидкостями или газами, транспортер или погрузчик (для твердых веществ).
В некоторых случаях промышленные установки выполняют в мобильном варианте, например, на базе грузового автомобиля или вездехода (как пример — камнедробильные комплексы).
Обязательный компонент любой промышленной установки – система безопасности, предохраняющая оборудование от поломок и аварий (датчики, измерители, система пожаротушения), а обслуживающий персонал от травм (перила, ограды). Обслуживание и ремонт этих вспомогательных систем зачастую занимает больше времени и ресурсов, чем обслуживание основного узла установки. На опасных производствах и установках непрерывного цикла все вспомогательные системы дублируются.
Таким образом можно сказать, что промышленная установка – это автоматизированный комплекс, состоящий из набора специализированных агрегатов, обеспечивающий промышленное производство в заданном объеме.
Главными требованиями к промышленным установкам являются надежность, долговечность, экономичность, легкость в эксплуатации и безопасность.

Автоматизированные промышленные установки активно используются в химической промышленности.
Во время эксплуатации оборудования оно подвергается действию многих факторов – давления, температур, коррозии и механических нагрузок, притон диапазон действия этих факторов может быть очень велик. Чтобы предотвратить возможные поломки и избежать остановки производства для промышленных установок устанавливаются сроки регламентного осмотра, обслуживания и ремонта.
Автоматизация промышленных установок
Современные программные средства позволяют автоматизировать даже очень сложные производственные процессы.
Автоматические установки не требуют участия человека. Они контролируют параметры технологического процесса и останавливают процесс, если параметры вышли за предусмотренные рамки.
Самонастраивающиеся установки – более интеллектуальный вид автоматов, позволяющий учитывать меняющиеся условия и корректировать работу системы в соответствии с ситуацией.
Комплекты датчиков и контроллеров могут контролировать все параметры работы установки – температуры, давления, химический состав, состояние узлов и многое другое. Ассортимент контролирующей аппаратуры все время совершенствуется и становиться более компактным.
Производят контроллеры во многих странах мира, самые разные производители, поэтому цены на них невелики.
Для удобства работы во многих программных продуктах предусмотрена визуализация (даже объемная) процессов, идущих в установке. Такая визуализация позволяет оператору удаленно контролировать ситуацию и оперативно реагировать на изменения.
Промышленные установки для очистки воздуха на производстве
Производится такая очистка с помощью специальных аппаратов, собирающих пыль, расположенных на производственных площадках. Согласно установленному законодательству сосредоточение пыли соответствует не более 0,15 мг/м3. В учреждениях связанных с изготовлением лекарств содержание ядовитых примесей не должна превышать 3мг/м3. Также осуществляют дезодорацию вредных веществ.
Пыль в производственных помещениях возникает в процессе изготовления какого-либо продукта. Если происходит изготовление или выплавка алюминия, то образуется коксовая масса, частицы которой летают в воздухе. Таких производств насчитывается бесконечное множество. Люди, находящиеся в помещениях без оборудованной вентиляции и очистки воздуха получают сильное отравление.
Оборудование для нейтрализации пыли
Удаление происходит в основном за счет фильтров грубой и тонкой очистки сделанных на волокнистой основе, а также угольных фильтров. Все зависит от вредности завода. Над каждым рабочим местом должна быть оборудована вентиляция, по которой пыль от технологического процесса по воздуховодам направляется в аппараты нефильтрационного типа:
- циклон;
- пылеосадочные камеры;
- ротационные камеры.
Приборы такого типа имеют накопитель для пыли, которая удаляется в специально предназначенные для этого места, после его заполнения. Замена волокнистых и угольных фильтров происходит по установленным правилам завода и рекомендациям производителей. Все изделия для данного процесса, имеют внутреннее устройство, предназначенное для удаления разных видов пыли.
Промышленные установки для сжигания мусора
Речь о мусоросжигателях.Ежедневно люди производят некоторое количество отходов, которое с каждым днем накапливается. Данные уже непригодны чтобы их использовать в очередной раз, поэтому от ТБО (твердые бытовые отходы) необходимо избавляться. Для этой цели используют разные методы, но одним из выгодных является именно сжигание.
Считается, что данный метод избавления от ненужных отходов может уменьшить изначальный объем в три раза, а также избавить население от вредных свойств, а именно от: токсичных жидкостей, неприятных запахов и уберечь животных, так как внешний вид привлекает внимание и подвергает их жизни опасности.
Ранее данный метод использовался лишь для производственных объемов утилизации ТБО, но потом были изготовлены специальные печи, которые позволяют избавляться от мусора бытовым способом.

Мусоросжигатели и их преимущества
- Экологически чистый способ уничтожения ненужных твердых отходов;
- Эффективность. Показатель продуктивности данного метода куда выше чем у других;
- Скорость. Благодаря мусоросжигателям утилизация происходит быстро и экологически безопасно.
На какие группы делят мусоросжигатели?
Все мусоросжигатели делятся на три группы:
- Промышленные – предназначение которых направлено на утилизацию отходов от производства, например, медицинские отходы, тепличные, животноводческие, горючие и другие;
- Бытовые – предназначены для утилизации бытового мусора. Такие мусоросжигатели небольших размеров, и с виду напоминают самую обычную печь. Данные мусоросжигатели очень удобны в офисах и небольших медицинских кабинетах;
- Дачные – уничтожают мусор на садовых и частных участках.
Из чего состоит и как работает пром.установка для сжигания мусора
Полностью металлическая конструкция для сжигания мусора, которая содержит в себе 4 узла, каждый из которых обладает своей задачей.
ГОСТ Р 58908.1-2020 Промышленные системы, установки, оборудование и промышленная продукция. Принципы структурирования и коды. Часть 1. Основные правила
Текст ГОСТ Р 58908.1-2020 Промышленные системы, установки, оборудование и промышленная продукция. Принципы структурирования и коды. Часть 1. Основные правила
ПО ТЕХНИЧЕСКОМУ РЕГУЛИРОВАНИЮ И МЕТРОЛОГИИ
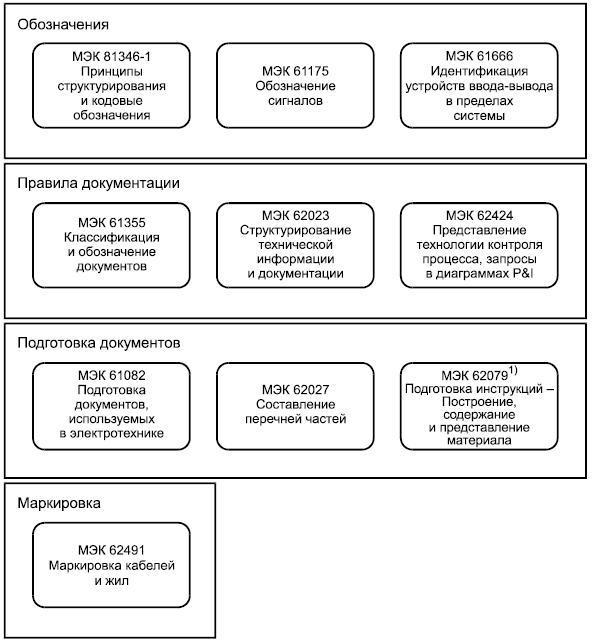
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
МЭК 81346-1:2009
ПРОМЫШЛЕННЫЕ СИСТЕМЫ, УСТАНОВКИ, ОБОРУДОВАНИЕ И ПРОМЫШЛЕННАЯ ПРОДУКЦИЯ. ПРИНЦИПЫ СТРУКТУРИРОВАНИЯ и коды
Часть 1
Основные правила
(IEC 81346-1:2009, Industrial systems, installations and equipment and industrial products — Structuring principles and reference designations — Part 1: Basic rules, IDT)
Предисловие
1 ПОДГОТОВЛЕН Обществом с ограниченной ответственностью «Научно-инженерный центр циф-ровизации и проектирования в строительстве» (ООО «НИЦ ЦПС») на основе собственного перевода на русский язык англоязычной версии стандарта, указанного в пункте 4
2 ВНЕСЕН Техническим комитетом по стандартизации ТК465 «Строительство»
3 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Приказом Федерального агентства по техническому регулированию и метрологии от 30 июня 2020 г. № 324-ст
4 Настоящий стандарт идентичен международному стандарту МЭК 81346-1:2009 «Промышленные системы, установки и оборудование и промышленная продукция. Принципы структурирования и кодированные обозначения. Часть 1. Основные правила» (IEC 81346-1:2009 «Industrial systems, installations and equipment and industrial products — Structuring principles and reference designations — Part 1: Basic rules», IDT).
Наименование настоящего стандарта изменено относительно наименования указанного международного стандарта для приведения в соответствие с ГОСТ Р 1.5—2012 (пункт 3.5).
При применении настоящего стандарта рекомендуется использовать вместо ссылочных между* народных стандартов соответствующие им национальные стандарты, сведения о которых приведены в дополнительном приложении ДА
5 ВВЕДЕН ВПЕРВЫЕ
Правила применения настоящего стандарта установлены в статье 26 Федерального закона от 29 июня 2015 г. N9 162-ФЗ «О стандартизации в Российской Федерации». Информация об изменениях к настоящему стандарту публикуется в ежегодном (по состоянию на 1 января текущего года) информационном указателе «Национальные стандарты», а официальный текст изменений и поправок — в ежемесячном информационном указателе «Национальные стандарты». В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ближайшем выпуске ежемесячного информационного указателя «Национальные стандарты». Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования — на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет (www.gost.ru)
© Стандартинформ. оформление. 2020
Настоящий стандарт не может быть полностью или частично воспроизведен, тиражирован и распространен в качестве официального издания без разрешения Федерального агентства по техническому регулированию и метрологии
Содержание
1 Область применения
2 Нормативные ссылки
3 Термины и определения
4.3 Техническая система
4.6 Продукты и компоненты
4.8 Типы, экземпляры и отдельные объекты
5 Принципы структурирования
5.1 Основные положения
5.2 Формирование структуры (типы и экземпляры)
5.3 Функциональноориентированная структура
5.4 Структура, ориентированная на продукт
5.5 Структура, ориентированная на местоположение
5.6 Структуры, основанные на других аспектах
5.7 Структуры, основанные более чем на одном аспекте
6 Формирование кодовых обозначений
6.1 Общие положения
6.2 Формат кодовых обозначений
6.3 Различные структуры в рамках одного аспекта
7 Система кодовых обозначений
8 Обозначение местоположений
8.1 Общие положения
8.2 Сборные конструкции
9 Представление кодовых обозначений
9.1 Кодовые обозначения
9.2 Набор кодовых обозначений
9.3 Представление идентификаторов верхнего узла
Приложение А (справочное) Историческая справка
Приложение 8 (справочное) Создание и жизненный цикл объектов
Приложение С (справочное) Обращение с объектами
Приложение D (справочное) Интерпретация кодовых обозначений с использованием различных
Приложение Е (обязательное) Объект, представленный несколькими верхними узлами в аспекте . .52 Приложение F (справочное) Примеры нескольких структур на основе одного и того же аспекта . 54 Приложение G (справочное) Пример структур и кодовых обозначений
Приложение Н (справочное) Пример кодовых обозначений в системе
Приложение ДА (справочное) Сведения о соответствии ссылочных международных стандартов национальным стандартам
Введение
0.1 Общие положения
Настоящий стандарт является дальнейшим развитием ранее введенных и уже отмененных стандартов (МЭК 60113*2. МЭК 60750) в области обозначения элементов (см. приложение А). Настоящий стандарт содержит методологическую базу по созданию моделей установок, машин, зданий и т. д.
Настоящий стандарт определяет:
• принципы структурирования объектов, включая сопутствующую информацию;
— правила формирования кодовых обозначений на основе полученной структуры объекта.
Благодаря применению изложенных в настоящем стандарте принципов структурирования становится возможной эффективная обработка больших объемов информации, ассоциированной со сложными техническими объектами.
Предлагаемые принципы структурирования и правила применения кодовых обозначений:
— подмогут применяться как для физических, так и для нефизических объектов;
— создают эффективную систему, в которой легко ориентироваться и которую легко обслуживать. Подобная система обеспечивает адекватное представление о рассматриваемой технической системе, поскольку ее составные структуры понятны и могут быть легко сформированы;
• поддерживают альтернативные варианты процессов проектирования и технологических процессов в жизненном цикле объекта, поскольку они основаны на последовательно установленных результатах этого процесса, а не на том. как выполняется сам процесс проектирования;
— позволяют применять более одного принципа кодирования при использовании нескольких аспектов представления. Данный метод также позволяет обрабатывать «старые» структуры совместно с «новыми», используя несколько однозначных идентификаторов;
— поддерживают параллельную работу и позволяют различным участникам процесса в рамках проекта добавлять и/или удалять данные по мере продвижения структурирования проекта;
— учитывают временной фактор в рамках жизненного цикла как важный фактор для применения различных структур, основанных на разных подходах к рассматриваемой технической системе:
— поддерживают индивидуальное управление при создании кодовых обозначений и позволяют обеспечивать возможность последующей интеграции отдельных модулей в более крупные конструкции.
Рассматриваемые в настоящем стандарте принципы также поддерживают возможность создания модулей многократного использования либо в виде функциональных спецификаций, либо в качестве физических результатов.
Примечание — Концепция модулей многократного использования относится, например, к производителя*! при создании модулей, не зависимых от контрактов, а также к операторам сложных узлов при описании требований для модулей, не зависимых от поставщиков.
Принципы структурирования и правила применения кодовых обозначений поддерживают параллельную работу и позволяют различным участникам процесса в рамках проекта добавлять и/или удалять данные по мере продвижения структурирования проекта.
Принципы структурирования и правила применения кодовых обозначений учитывают временной фактор в рамках жизненного цикла как важный фактор для применения различных структур, основанных на разных подходах к рассматриваемой технической системе.
0.2 Основные требования к настоящему стандарту
Основные требования к разработке принципов структурирования были изложены ранее, в первом издании стандарта МЭК 61346-1. однако эти требования не являются нормативными для целей настоящего стандарта.
Настоящий стандарт должен:
— быть применим ко всем техническим областям и обеспечивать возможность общего применения;
— применяться ко всем видам объектов и их составляющих, таким как установки, системы, сборные узлы, программное обеспечение, пространства и т. д.;
— последовательно применяться на всех этапах (то есть концептуальная разработка, планирование. спецификация, проектирование, разработка, построение, монтаж, ввод в эксплуатацию, эксплуатация, техническое обслуживание, вывод из эксплуатации, утилизация и т. д.) жизненного цикла интересующего объекта, то есть объекта, для которого необходима идентификация;
• предоставлять возможность однозначно идентифицировать произвольный объект, являющийся составной частью другого объекта;
• поддерживать интеграцию структур подобъектов из нескольких организаций в объекты других организаций без изменения исходных структур объектов и подобъектов, а также их документации;
— поддерживать представление объекта независимо от его сложности;
• быть легким в применении и понимании для пользователя:
• поддерживать применение компьютерных программных решений для концептуальной разработки, планирования, спецификации, проектирования, разработки, построения, монтажа, ввода в эксплуатацию, эксплуатации, технического обслуживания, вывода из эксплуатации, утилизации и т. д.
0.3 Обязательные характеристики стандарта
Обязательные характеристики стандарта были разработаны во время подготовки первого издания МЭК 61346-1.
Прим вча нив — Данные характеристики касаются разработки системы классификации буквенных кодов в настоящем стандарте, а не ее применения. Поэтому они не являются нормативными для целей настоящего стандарта.
« Настоящий стандарт не содержит правил и ограничений, которые запрещают его использование в технической сфере.
— Настоящий стандарт охватывает все его возможные применения во всех технических областях.
• Настоящий стандарт поддерживает обращение информации к объектам на всех этапах их жизненного цикла.
— Настоящий стандарт должен позволять формировать обозначения объектов на любом из этапов жизненного цикла на основе имеющейся информации.
— Настоящий стандарт поддерживает идентификацию объектов на основе принципа отношений типа часть/целое.
— Настоящий стандарт содержит правила, которые позволяют формировать однозначные обозначения.
— Настоящий стандарт открыт для дальнейшего расширения системы обозначений.
— Настоящий стандарт поддерживает принципы модульности и повторного использования объектов.
— Настоящий стандарт поддерживает описание различных точек зрения различных пользователей на объект.
— Настоящий стандарт содержит правила для толкования обозначений там. где это необходимо.
На рисунке 1 представлен обзор международных стандартов, обеспечивающих согласованную систему обозначений, документирования и представления информации.
МЭК8184М Принципы <*р)«ауйчЮе*нв иивпомм» обоампенж
МЭК 61175 Обсеменение ОИПШЛО»
Идонтмфмпцин устройств авонеьвыасне
МЗК81Э&Б Классификации ивботвмнмя документов.
МЭК82023 Стр^ктур-фованма -пхмнкжой инфаршцим ядскрюктшви
МЭК 83424 Представление теюяюти контроля ПрОЦВССО, МфСКЫ ■дмтршмахРв!
Лсхгогоеш дасуиектое
МЭК 81082 Пэдгатосви ADCytMKTOO, ■олмстрапямикв
МЭК62027 Составление перечней честей
г мэк вготя 4 ГЪргапзев инструкций Построение, содар«вяа мпряяслтяяш l мягярмялв
МЭК 82491 Карадока тяйвпМ икот
Рисунок 1 — Международные стандарты, обеспечивающие согласованную систему обозначений, документирования и представления информации
1 ) Отменен. Действует IEC/IEEE 82079-1^019.
ГОСТ Р 58908.1—2020/
МЭК 81346-1:2009
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
ПРОМЫШЛЕННЫЕ СИСТЕМЫ, УСТАНОВКИ, ОБОРУДОВАНИЕ И ПРОМЫШЛЕННАЯ ПРОДУКЦИЯ. ПРИНЦИПЫ СТРУКТУРИРОВАНИЯ И КОДЫ
Industrial systems, installations, equipment and industrial products.
Structuring principles and codes. Part 1. Basic rules
Дата введения — 2021—01—01
1 Область применения
Настоящий стандарт устанавливает общие принципы структурирования систем, включая структурирование информации о самих системах.
На основе данных принципов приведены правила и указания для формирования однозначных кодовых обозначений для объектов произвольной системы.
Кодовое обозначение идентифицирует объекты с целью создания и поиска информации об объекте и. в случае реализации, о его соответствующем компоненте.
Кодовое обозначение, расположенное на компоненте рассматриваемой системы, является ключевым параметром для поиска информации об этом объекте среди различных видов документации.
Принципы, изложенные в настоящем стандарте, являются общими и применимы ко всем техническим областям (например, машиностроение, электротехника, строительство, технологическое проектирование). Их можно использовать как для систем, основанных на различных технологиях, так и для систем, объединяющих несколько технологий.
2 Нормативные ссылки
8 настоящем стандарте использованы нормативные ссылки на следующие стандарты. Для датированных ссылок применяют только указанное издание ссылочного стандарта, для недатированных — последнее издание (включая все изменения).
ISO/IEC 646. Information technology — ISO 7-bit coded character set for information interchange (Информационные технологии. Набор ISO 7-битоеых кодированных знаков для обмена информацией)
3 Термины и определения
8 настоящем стандарте применены следующие термины с соответствующими определениями:
3.1 объект (object): Сущность, рассматриваемая е процессе разработки, реализации, использования и утилизации.
Прим еча н и е 1 — Объект может являться физической или нефизической «вещью», то есть всем тем. что может существовать, существует или существовало ранее.
Примечакие 2 — Объект обладает связанной с ним информацией.
3.2 система (system): Совокупность взаимосвязанных объектов, отделенных от окружающей среды и рассматриваемых в определенном контексте как единое целое.
Примечание 1 — Система, как правило, определяется для достижения поставленной задачи, например путем осуществления определенной функции.
Примечание 2 — Элементами системы могут быть естественные или искусственные материальные объекты, а также способы мышления и их результаты (например, формы организации, математические методы, языки программирования).
Примечание 3 — Система считается отделенной от окружающей среды и от других внешних систем воображаемой границей, которая разрывает связь между ними и системой.
Примечание 4 — Термин «система» требует уточнения, если из контекста неясно, к чему он относится, например, система управления, колориметрическая система, система единиц, система передав.
Примечание 5— Если система является частью другой системы, ее можно считать объектом согласно определению, представленному в настоящем стандарте.
3.3 аспект (aspect): Определенный способ рассмотрения объекта.
(ИСТОЧНИК: МЭК 60050-151. пункт 11-27, модифицировано)
3.4 процесс (process): Совокупность взаимодействующих операций, посредством которых материал. энергия или информация преобразуются, транспортируются или хранятся.
Примечание — В контексте настоящего стандарта термин «процесс» относится к производственному процессу (сборка, строительство, установка и г. д.). посредством которого реализуется объект.
[ИСТОЧНИК: МЭК 60050-351. пункт 21-43. модифицировано]
3.5 функция (function): Предполагаемая или выполненная цель или задача.
3.6 продукт (product): Предполагаемый или достигнутый результат труда, естественного или искусственного процесса.
3.7 компонент (component): Продукт (изделие), используемый в качестве составной части собранного продукта (изделия), системы или установки.
3.8 местоположение (location): Предполагаемое или занятое пространство.
3.9 структура (structure): Организация отношений между объектами системы, которая может быть описана посредством отношений часть/целое (состоит из/яеляется частью).
3.10 идентификатор (identifier): Атрибут, связанный с объектом и предназначенный для того, чтобы отделить его от других объектов в определенном домене.
3.11 кодовое обозначение (reference designation): Идентификатор конкретного объекта, сформированного в соответствии с требованиями к системе, в которой объект является составным с точки зрения одного или нескольких аспектов этой системы.
3.12 одноуровневое кодовое обозначение (single-level reference designation): Кодовое обозначение. присваиваемое с учетом объекта, частью которого является рассматриваемый компонентный объект в определенном аспекте.
Примечание — Одноуровневое кодовое обозначение не включает в себя иные кодовые обозначения объектов верхнего или нижнего уровней.
3.13 многоуровневое кодовое обозначение (multi-level reference designation): Кодовое обозначение. состоящее из объединенных одноуровневых кодовых обозначений.
3.14 система кодовых обозначений (reference designation set): Набор из двух или более кодовых обозначений, присвоенных объекту, по меньшей мере одно из которых будет однозначно идентифицировать данный объект.
4 Понятия
Определение термина «объект» носит очень общий характер (см. 3.1) и охватывает все элементы, над которыми осуществляются действия на протяжении всего жизненного цикла системы.
Большинство объектов имеют физическое воплощение, поскольку они материальны (например, трансформатор, лампа, клапан, здание). Однако существуют объекты, которые не имеют физического воплощения, но существуют для определенных целей, например:
— объект существует только посредством существования его подобъектов, таким образом, рассматриваемый объект определен для целей структурирования (то есть системы);
• для идентификации совокупности информации.
Настоящий стандарт не проводит различий между объектами, которые имеют физическое воплощение. и объектами, которые его не имеют. Оба типа объектов могут быть идентифицированы и интерпретированы на протяжении жизненного цикла системы.
Не существует подлинных правил определения объекта. Фактически, проектировщик или инженер решает, что объект существует и устанавливает необходимость в том. чтобы идентифицировать этот объект.
Когда объект определен, с ним ассоциируется некоторая информация. Эта информация может изменяться на протяжении жизненного цикла объекта и системы.
На рисунке 2 показан объект, для которого поверхность каждой стороны куба представляет собой один из аспектов его рассмотрения. Это представление объекта используется в дальнейших рисунках для объяснения понятий.
Рисунок 2 — Объект
Объект определяется, когда существует потребность конкретно в этом объекте.
Объект удаляется, когда он больше не требуется.
Примечание 1 — Объект также может быть удален, если обнаруживается, что его свойства реализованы иным объектом. Это часто имеет место при проектировании, когда объекты изначально могут быть четко подразделены. а позже выясняется, что их можно объединить или сгруппировать.
Прим еча н и е 2 — Удаление физического объекта не означает то же самое, что и полное удаление объекта. поскольку информация об объекте может быть сохранена.
Если необходимо изучить внутренние составляющие объекта или взаимосвязи этого объекта с другими объектами (в рамках рассматриваемой системы), может быть полезным рассмотрение этих объектов с различных точек зрения. В настоящем стандарте такие точки зрения называются аспектами.
Аспекты действуют в качестве некоторых условных фильтров для объекта (см. рисунок 3) и выделяют именно ту информацию, которая имеет отношение к рассматриваемому объекту. Аспекты, рассматриваемые в настоящем стандарте, направлены на следующее:
— то. для чего предназначен объект или то, что он на самом деле делает. — аспект функции;
— каким образом объект делает то, для чего он предназначен. — аспект продукта;
— предполагаемое или фактическое расположение объекта в пространстве — аспект местоположения.
Кроме того, в случаях, когда ни один из вышеупомянутых аспектов не является подходящим или достаточным, могут применяться и иные аспекты (см. 5.6).
Само понятие аспекта в настоящим стандарте используется для задач структурирования рассматриваемых систем.
При рассмотрении объекта с точки зрения его аспекта учитываются только его составные части (подобъекты), которые имеют отношение к данному аспекту. Могут существовать иные подобъекты, но они не будут иметь отношения к рассматриваемому аспекту. С другой стороны, может случиться так. что подобъект рассматривается ввиду различных аспектов, если этот подобъект имеет отношение ко всем аспектам.
Когда подобъект распознается посредством аспекта объекта, становится доступной вся информация о подобъекте, включая информацию, относящуюся к другим аспектам данного подобъекта.
Рисунок 3 — Аспекты объекта
4.3 Техническая система
«Техническая система» — это группа компонентов, работающих совместно для достижения опре-деленной цели.
Техническая система — это некоторая «инфраструктура» для процесса, состоящего из ряда действий. таких как приготовление пищи, сортировка, транспортирование, сварка и вождение, ориентированных на достижение намеченного результата. Компоненты технической системы являются статической предпосылкой для последующей динамической деятельности процесса.
Примечание — Один и тог же компонент может быть частью (иметь определенное значение) сразу а нескольких технических системах.
Техническая система может быть поставлена как законченная собранная система. Однако компоненты технической системы могут поставляться или отдельно в виде собранных деталей, или в составе других систем. В таком случае сборку технической системы завершают во время монтажа и подключения компонентов.
С точки зрения структурирования, техническая система рассматривается как объект, а его компоненты — как физические подобъекты.
Для эффективного проектирования, изготовления, эксплуатации и технического обслуживания системы, сама система и информация о ней обычно делятся на части. Каждая из этих частей также может подразделяться на части. Это последовательное разбиение на части и организация этих частей воедино называется «структурирование».
• для организации информации о системе, то есть о том. как информация распределяется между различными документами и/или комплектами информации (см. МЭК 62023);
— для организации содержания внутри каждого документа (см. примеры в МЭК 61082-1);
— для навигации по информации в системе;
— для формирования кодовых обозначений (см. раздел 6).
Целью технической системы является выполнение некоторого технического процесса, посред* ством которого входные величины (энергия, информация, вещество) преобразуются в выходные величины (энергия, информация, вещество) с учетом определенных параметров процесса.
8 контексте настоящего стандарта «функция» означает задачу объекта, не принимая во внимание особенности ее выполнения. Такой объект может быть частью рассматриваемой технической системы и при дальнейшем планировании ассоциироваться с другими структурами.
На рисунке 4 показан пример функции и ее подфункций.
Вещество 1
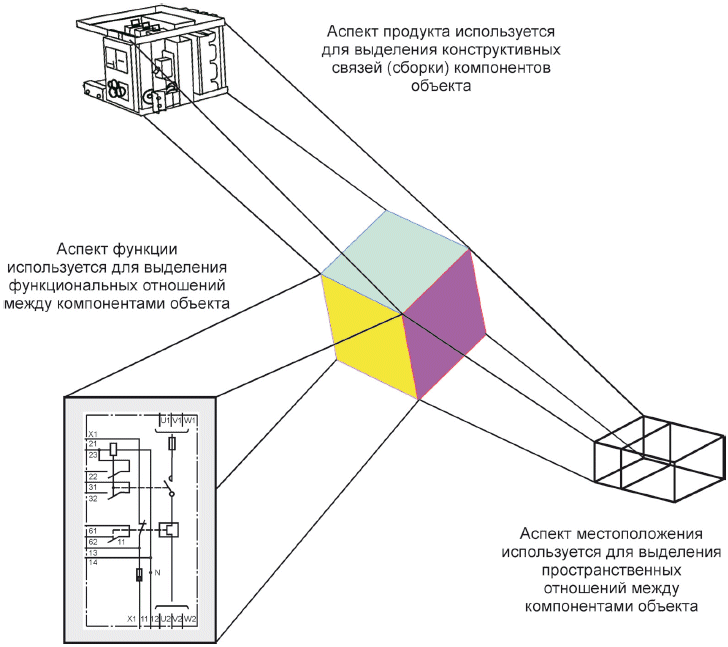
Рисунок 4 — Функция и ее подфункции
4.6 Продукты и компоненты
Продукт обычно определяется как результат некоторого процесса. Результатом процесса обычно является то. что:
• предназначено для продажи (например, готовый продукт);
— предназначено для доставки (по договоренности между двумя сторонами);
— предназначено для использования в качестве составляющей в другом процессе в качестве материала или инструмента.
Таким образом, все. что подлежит сдаче или поставке, является продуктом независимо от рода этой поставки. Поэтому техническую систему или установку тоже можно рассматривать как продукт, поскольку они являются результатом процесса и также подлежат приемке или поставке.
Прим вча н и е 1 — Продукт обычно имеет номер составной части, обозначение типа и/или наименование. Продукт также может быть идентифицирован по номеру заказа.
Для поставляемого объекта также поставляется структура представления системы, ориентированная на продукт, которая показывает, как поставщик организовал подобъекты в отношении поставляемого продукта, то есть как другие продукты используются в качестве компонентов поставляемого продукта. Такой объект может быть частью спроектированной технической системы и на последующих этапах ассоциироваться с другими структурами.
Структура системы, ориентированная на продукт, обычно указывает, как организованы поставляемые компоненты технической системы.
Примечание 2 — Структура представления системы, ориентированная на продукт, обычно совпадает со структурой, используемой в перечнях объектов технической системы, например со структурой списка составных частей в соответствии с МЭК 62023 и МЭК 62027.
Компонент — это продукт, доставляемый поставщиком или производимый на предприятии-изготовителе и адаптируемый к реальным потребностям, например путем настройки, для того чтобы служить компонентом в контексте рассматриваемой системы (см. рисунок 5).
Примечание 3 — Компоненты обычно являются продуктами процессов в других технических системах, отличных от рассматриваемой.
Примечание 4 — Продукт, произведенный в процессе, выполняемом рассматриваемой системой. не должен рассматриваться как компонент этой системы и ее структуры. Он может также иметь структуру продукта, но она имеет отношение к другому объекту, не связанному с рассматриваемым.
Поэтому, чтобы избежать возможной путаницы, термин «компонент» используется в настоящем стандарте, когда речь идет о продуктах, используемых в качестве составляющих.
В настоящем стандарте местоположение означает пространство, образованное объектом (объектами) (например, помещение или пространство внутри строительной конструкции, лаз монтажной рамы в структуре механизма управления, поверхность пластины к структуре механизма). Такой объект может быть частью спроектированной технической системы и при дальнейшем планировании ассоциироваться с другими структурами.
Если речь идет об аспекте местоположения в отношении структурирования, то подразумеваются определенные пространства внутри объекта, а не пространство, которое сам объект занимает в системе. Результатом применения аспекта местоположения к объекту является его внутренняя структура, ориентированная на местоположение.
Местоположение может содержать любое количество компонентов системы.
4.8 Типы, экземпляры и отдельные объекты
Тип — это класс объектов, имеющих одинаковые характеристики. 8 зависимости от количества общих характеристик (как качественных, так и количественных) тип может варьироваться от очень общего до очень специфического. Например:
— общие типы объектов, например, как описано в МЭК 81346-2. где идентификатор типа выражается буквенным кодом;
— многие виды продуктов, например двигатели, трансформаторы, пускатели или пневматические цилиндры, часто конструируются в определенном диапазоне размеров (например, могут различаться габаритные размеры), но имеют общие характеристики. В таких случаях идентификатором диапазона в целом может быть обозначение типа; для каждого размера возможно использование более конкретного идентификатора;
— каждый вариант продукта в серии продуктов с фиксированными значениями напряжения, мощности и т. д. обычно имеет идентификатор в виде идентификационного номера продукта, который определяет класс предположительно идентичных продуктов.
— фабричная упаковка таких продуктов может вводить новые виды упакованных продуктов; упаковки. содержащие, например. 1. 5 или 10 продуктов, должны различаться в торговле посредством нанесения различных глобальных торговых идентификационных номеров (GTIN).
В зависимости от того, насколько это общие или конкретные типы, они могут отличаться наименованиями. буквенными кодами, обозначениями типов, идентификационными номерами продуктов, GTIN. но не кодовыми обозначениями.
Отдельный объект представляет собой образец типа, независимо от того, где он используется. Каждый из произведенных образцов упомянутого выше типа продукта может потребовать отдельной идентификации.
Примечание 1 —Даже если в определенный момент времени имеется гогъко один образец типа, обычно для дальнейшего использования имеет смысл проводить различие между информацией, присущей потенциальному типу, и конкретным образцом.
Отдельные объекты идентифицируются по серийным номерам в контексте производства отдельных объектов или по инвентарным номерам в контексте организации, где они используются.
Прим еча н и е 2 — Любая установка или система, выполненная в виде отдельного экземпляра объекта, в будущем также может стать типом. Это происходит в том случае, если она копируется и имеет более одного экземпляра.
Экземпляр — это использование типа объекта для определенной функции в качестве определенного компонента или в определенном месте в установке или системе.
Взаимосвязь между понятиями показана на рисунке 5. Процесс, показанный на рисунке, является рекурсивным, то есть собранный продукт может использоваться в качестве компонента на следующем уровне сборки и т. д.
Собранный продукт, система, установка
Поставка продуктов включая документацию
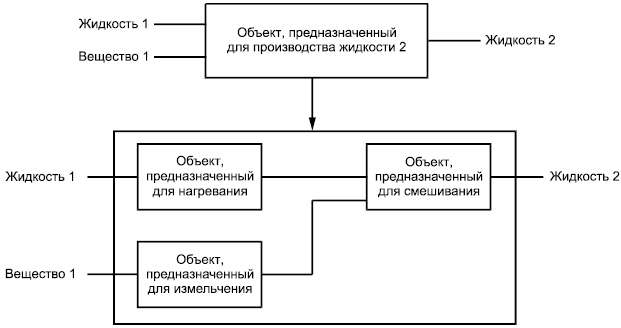
Модули е концепции | продукта
Возможная адаптация типа продукта к потребностям системы делает его системным компонентом

Три экземпляра типа компонента в системе
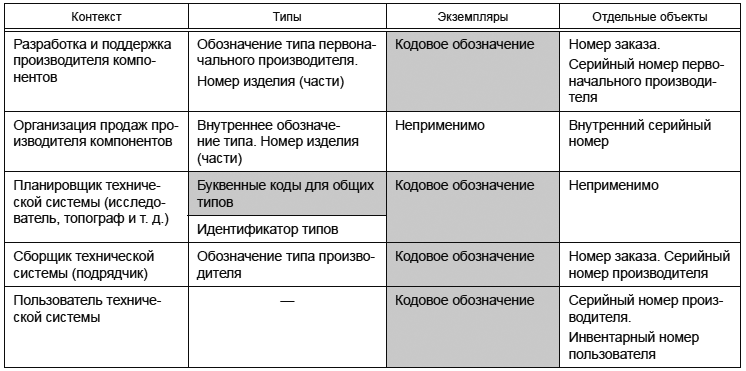
[четыре отдельных объекта типа компонента, один запасный
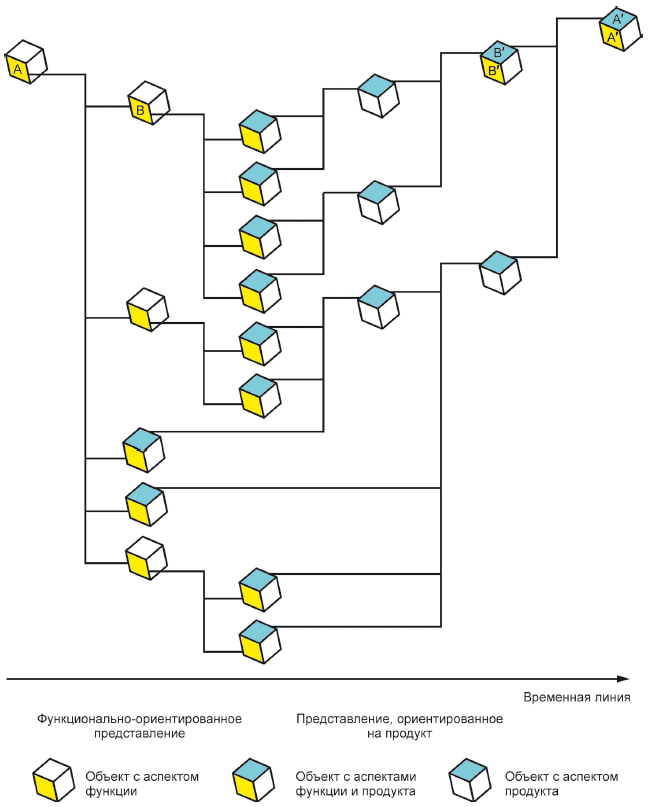
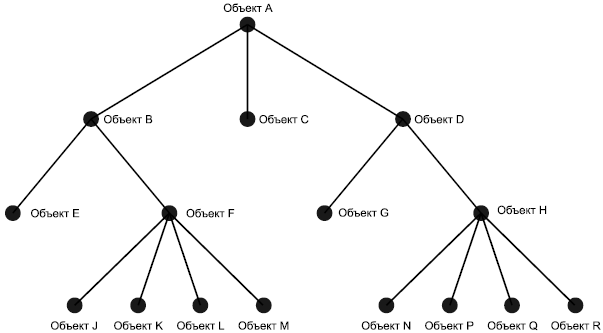
Рисунок 5 — Понятия продукта, компонента, типа, отдельного объекта и экземпляра
Экземпляры идентифицируются кодовыми обозначениями с системным контекстом, в котором они находятся. Объекты в структуре — это экземпляры типов объектов. Каждый экземпляр связан с отдельным объектом, который может быть заменен другим отдельным объектом (например, если он сломан) без изменения обозначения экземпляра. Следовательно, это будет иметь последствия для расположения меток с обозначениями экземпляров (см. раздел 10).
Прим еча н и в 3 — Обозначение отдельного объекта следует за объектом и. следовательно, закрепляется за объектом.
В таблице 1 показаны различия между терминами, описанными в настоящем разделе.
Таблица 1 — Идентификация типов, экземпляров и отдельных объектов в различных контекстах
Разработка и поддержка производителя компонентов
Обозначение типа первоначального производителя. Номер изделия (части)
Серийный номер первоначального производителя
Организация продаж производителя компонентов
Внутреннее обозначение типа. Номер изделия (части)
Внутренний серийный номер
Планировщик технической системы (исследо-еатель. топограф и т. д.)
Буквенные коды для общих типов
Сборщик технической системы (подрядчик)
Обозначение типа производителя
Номер заказа. Серийный номер производителя
Пользователь технической системы
Серийный номер производителя.
Инвентарный номер пользователя
Примечание 4 — Затемненные поля таблицы показывают контекст кодовых обозначений и классификацию. обеспечиваемую буквенными кодами.
5 Принципы структурирования
5.1 Основные положения
Аспекты функции, продукта и местоположения необходимы и применимы практически на каждом этапе жизненного цикла объекта (установки, системы, оборудования и т. д.). Поэтому их следует рассматривать как основные аспекты представления и в первую очередь применять для задачи структурирования.
Правило 1 Структурирование технической системы должно основываться на взаимоотношениях составных частей с применением концепции аспектов представления объектов.
Примечание 1 — Существуют и другие типы структур, однако в настоящем стандарте рассматриваются структуры, основанные на взаимосвязи составных частей и основных аспектов, так как они считаются необходимыми и целесообразными в рамках настоящего стандарта. См. также 5.2.
Правило 2 Структуры должны строиться пошагово с использованием метода «сверху вниз» (нисходящий метод) или «снизу вверх» (восходящий метод).
Примечание 2 — Данный принцип подразумевает, что аспект может изменяться на каждом этапе.
При нисходящем методе процесс обычно выглядит следующим образом:
1) выбор объекта;
2) выбор подходящего аспекта;
3) определение подобъектов (при их наличии) в пределах выбранного аспекта.
Шаги с 1-го по 3-й повторяются необходимое количество раз для каждого установленного объекта верхнего порядка.
При восходящем методе процесс обычно выглядит следующим образом:
1> выбор аспекта для работы;
2) выбор объектов, которые будут рассматриваться совместно;
3) выбор объекта верхнего порядка, для которого выбранные объекты являются составляющими в рамках выбранного аспекта.
Шаги с 1-го по 3-й повторяются необходимое количество раз для каждого установленного объекта верхнего порядка.
Настоящий стандарт определяет структуры, в которых один аспект сохраняется на протяжении всего структурирования (см. рисунок 8). как аспектно-ориентированные структуры, которые могут быть функционально-ориентированными, ориентированными на продукт или ориентированными на местоположение. На рисунке 6 показан объект, связанный со структурами в различных аспектах.
Прим еча ние 3 — Нисходящий подход обычно применяется для функционально-ориентированной структуры. Восходящий подход обычно применяется для структуры, ориентированной на продукт.
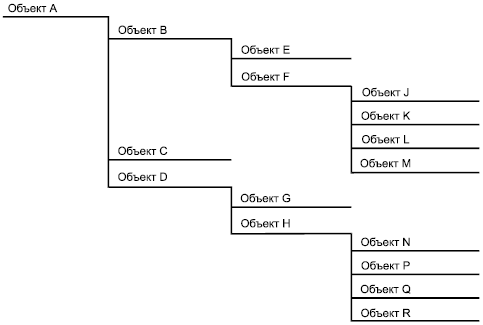
Рисунок 6 — Структурная декомпозиция объекта с точки зрения разлитых аспектов
Если в одном аспекте было выполнено нисходящее структурирование, а впоследствии в другом аспекте выполнено восходящее структурирование, то все объекты более низкого уровня будут иметь оба аспекта. Также часто бывает, что некоторые из вышестоящих объектов также будут определены для обоих аспектов (см. рисунок 7).
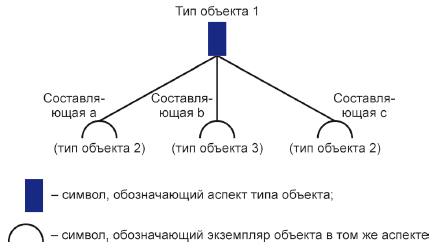
Представление ориентированное на продукт
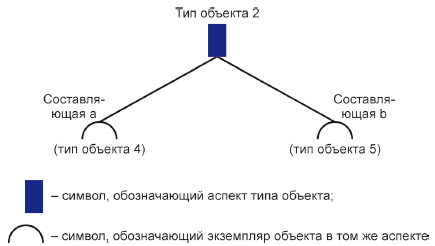
Объект с аспектом функции
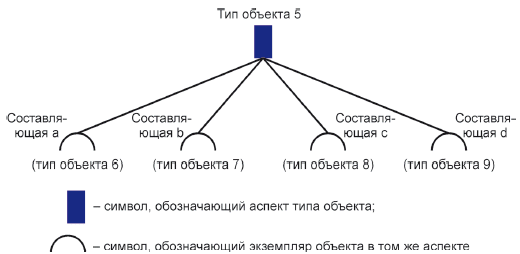
Объект с аспектами функции и продукта
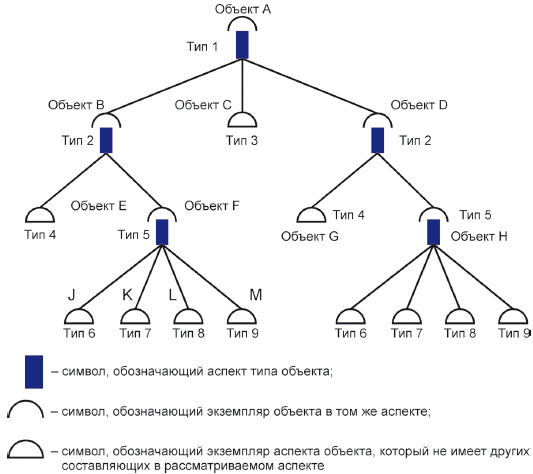
Объект с аспектом продукта
Рисунок 7 — Структурная декомпозиция объекта с точки зрения различных аспектов
Примечание — А’ означает, что информационное содержимое, связанное с объектом А. было изменено по мере распознавания аспекта продукта объекта. То же самое применимо к объектам В* и В. См. В.1 приложения В и рисунок С.10.
5.2 Формирование структуры (типы и экземпляры)
Рассмотрение объекта в аспекте дает возможность определить его подобъекты в рамках данного аспекта. Каждый подобъект также может рассматриваться в том же аспекте или ином аспекте, что приводит к получению подобъектов более низкого уровня. Результатом является последовательное подразделение объектов, идентифицированных в соответствующих аспектах, которые могут быть пред* ставлены в виде древовидной структуры, как показано на рисунке 8.
Прим еча н и е 1 — Древовидные структуры могут быть представлены с использованием вида документа «Структурная диаграмма», как указано в МЭК 61355.
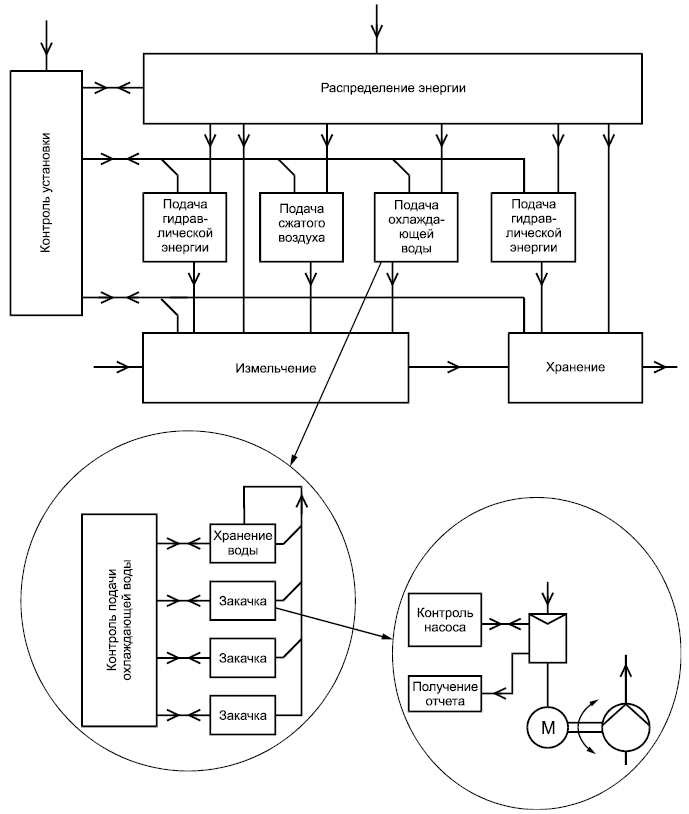
Рисунок 8 — Древовидная структура объекта А (вариант 1)
Другая форма представления данной древовидной структуры показана на рисунке 9.
Объекта Объект D
Рисунок 9 — Древовидная структура объекта А (вариант 2)
Процедура построения древовидной структуры, аналогичной структуре на рисунке 8. как правило, выполняется пошагово.
Примечание 2 — Поскольку структура строится последовательно по одному уровню, можно выбирать различные аспекты для разных уровней. Однако рекомендуется по возможности оставаться в рамках одного аспекта.
Ниже приведен пример процедуры, с помощью которой можно построить древовидную структуру, показанную на рисунке 8. где предполагается, что объект А является экземпляром типа объекта 1.
Примечание 3 — Подробности терминов «тип» и «экземпляр» см. в 4.8.
На рисунке 10 показано разбиение в рамках одного аспекта типа объекта 1. В рассматриваемом аспекте тип объекта 1 имеет три составляющие. Две из этих составляющих идентичны и ссылаются на один и тот же тип объекта 2.
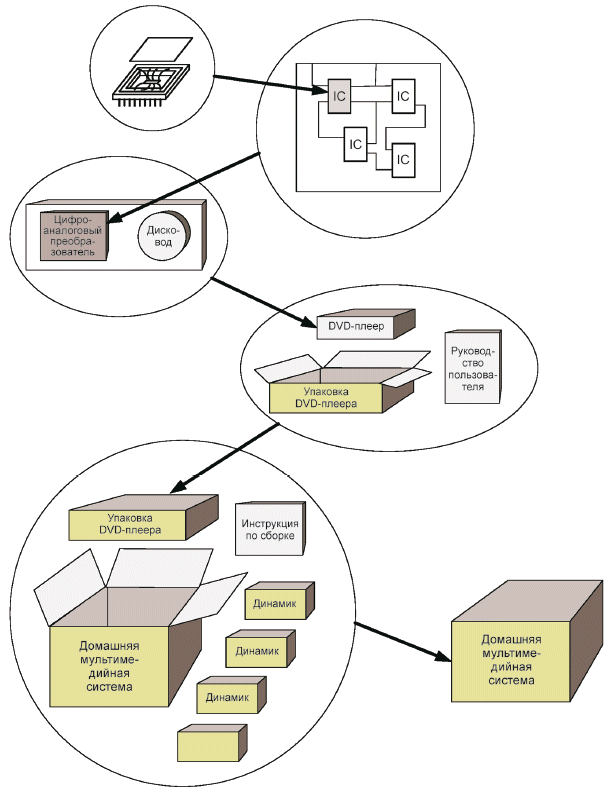
И — символ обозначающий аспект типа объекта;
— символ, обозначающий экземпляр объекта в том же аспекте
Рисунок 10 — Составляющие типа объекта 1 водном аспекте
На рисунке 11 показано подразделение типа объекта 2 в рамках одного аспекта. Тип объекта 2 имеет две составляющие в этом аспекте, одна относится к типу объекта 4. а другая — к типу объекта 5.
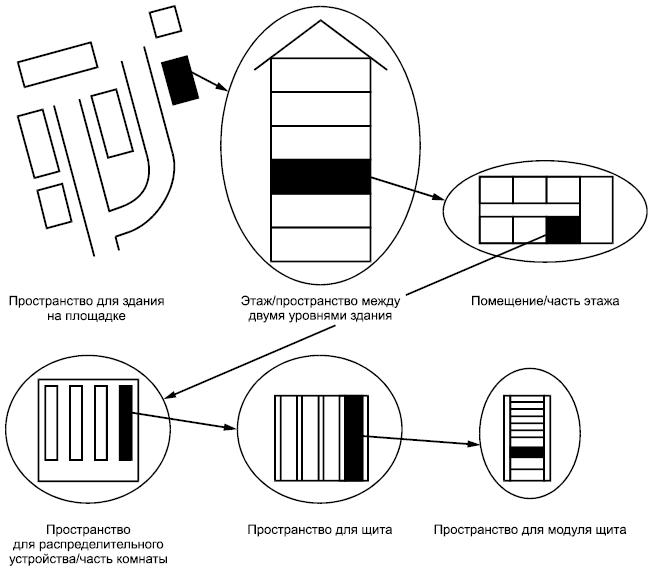
И — символ, обозначающий аспект типа объекта;
/’»‘»У — символ, обозначающий экземпляр объекта в том же аспекте
Рисунок 11 — Составляющие типа объекта 2 в одном аспекте
Тип объекта 4 не имеет дополнительных составляющих, в то время как тип объекта 5 имеет четыре составляющих в аспекте, как показано на рисунке 12.
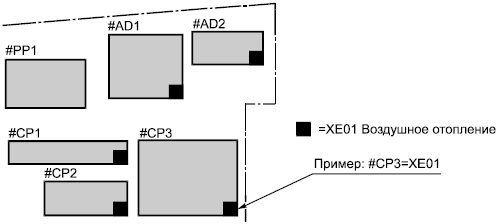
-символ, обозначающий аслеггтипз объекта;
— символ, обозначающий экземпляр объекта а том же аспекте
Рисунок 12 — Составляющие типа объекта 5 а одном аспекте
Ни один из типов объектов 6.7.8 и 9 не имеет каких-либо дополнительных составляющих. Полная древовидная структура объекта А. являющегося экземпляром типа объекта 1. может быть построена путем объединения полученных древовидных структур для выделенных типов объектов, как показано на рисунках 13 и (сокращенно) 8.
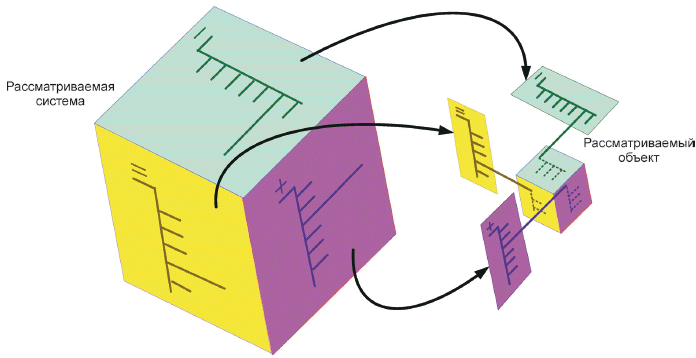
символ, обозначающий аспект типа объекта;
— символ, обозначающий экземпляр объекта в том же аспекте.
— символ, обозначающий экземпляр аспекта объекта, который не имеет других составляющих в рассматриваемом аспекте
Рисунок 13 — Древовидная структура типа объекта 1
Рисунок 13 иллюстрирует также принцип модульности типа и экземпляра. Определенный тип объекта может быть повторно использован в любом другом экземпляре, если это технически возможно. Готовые товары поставщика (функции, продукты или местоположения) могут быть ислользованы/ско-пированы в разных экземплярах различных покупателей.
5.3 Функционально-ориентированная структура
Функционально-ориентированная структура основана на назначении системы. Функциональноориентированная структура показывает подразделение системы на составляющие объекты с точки зрения аспекта функции, без учета возможных аспектов местоположения и/или продукта данных объектов.
Примечание — Документы, в которых информация о системе организована в соответствии с функционально-ориентированной структурой, подчеркивают функциональные связи между компонентами этой системы.
На рисунке 14 показана функционально-ориентированная структура.
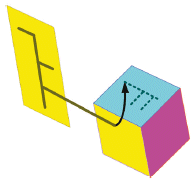
Рисунок 14 — Функционально-ориентированная структура
5.4 Структура, ориентированная на продукт
Структура, ориентированная на продукт, основана на том. каким образом система реализована, построена или смонтирована с использованием промежуточных или конечных компонентов. Структура, ориентированная на продукт, показывает разбиение системы на составляющие объекты с точки зрения аспекта продукта без учета возможных аспектов функции и/или местоположения этих объектов.
Прим еча н и е — Документы, в которых информация о системе организована в соответствии со структурой, ориентированной на продукт, подчеркивают физическое расположение компонентов этой системы.
На рисунке 15 показана структура, ориентированная на продукт.
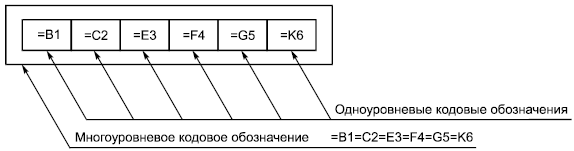
Рисунок 15— Структура, ориентированная на продукт
5.5 Структура, ориентированная на местоположение
Структура, ориентированная на местоположение, основана на пространственных составляющих или топографическом плане, если этого достаточно.
Структура, ориентированная на местоположение, показывает подразделение системы на состав* ляющие объекты с точки зрения аспекта местоположения, без учета возможных аспектов продукта и/или функции данных объектов.
Примечание — Документы. в которых информация о системе организована в соответствии со структурой, ориентированной на местоположение, подчеркивают топографические связи между компонентами этой системы.
На рисунке 16 показана структура, ориентированная на местоположение.

Пространства Просгрвнстводлящкта Гфостранстводляиодутжи>лш
для реофвдлкпгыюго устрайсти^часть нжеяты
Рисунок 16 — Структура, ориентированная на местоположение
5.6 Структуры, основанные на других аспектах
Помимо основных аспектов также могут быть рассмотрены другие аспекты, которые важны для некоторых пользователей (например, финансовый аспект), или аспекты, которые необходимы для определенной фазы проекта <например, логистический аспект).
Правило 3 Применение аспектов, отличных от основных, должно быть описано в сопроводительной документации.
Примечание 1 — Прежде чем приступать к проектированию установки или другой сложной системы, рекомендуется согласовать использование других аспектов между всеми участвующими сторонами и. по возможности. ограничить число других применяемых аспектов.
При структурировании объектов генерального плана, например промышленного предприятия, состоящего из отдельных независимых объектов, а также объектов инфраструктуры (например, зданий заводов или цехов, административных зданий, объектов снабжения, дорожных сетей) допускается применять другие аспекты (см. рисунок 17).
Прим еча ни© 2 — ВISO/TS 81346-3 показан один из способов применения общего обозначения для других аспектов.
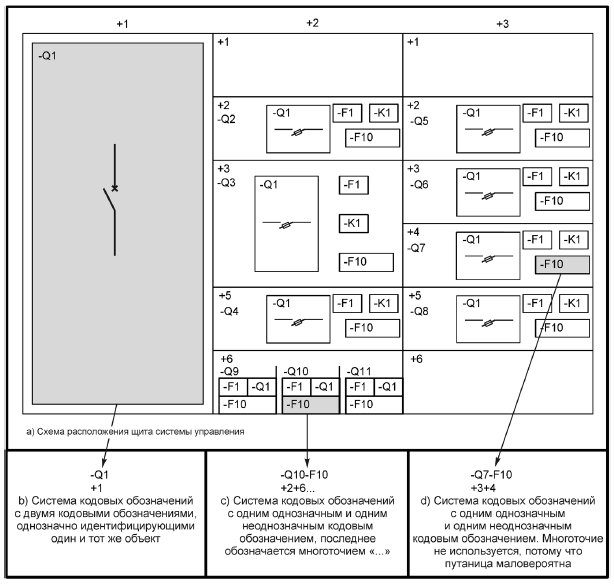
=ХЕ01 Воедино» стотинш
Пример: #СРЗ=ХЕ<М
МАО) — здание Администрации 1: >AD2 ■— здание администрации 2; КСР1 — мание химического цеха 1: КСР2 — мание химического цеха 2; KCP3 — мание химического цеха 3: »РР1 — электростанция 1
Рисунок 17 — Применение «других аспектов»
Прим еча н и е 3 — В соответствие с 6.2.1 знак префикса # используется для кодовых обозначений, основанных на «других аспектах».
Прим еча н и е 4 — Еще один способ работы с объектами на площадке показан в 9.3.
5.7 Структуры, основанные более чем на одном аспекте
Иногда целесообразно идентифицировать объект в рассматриваемой системе с помощью более чем одного аспекта (см. рисунок 18).
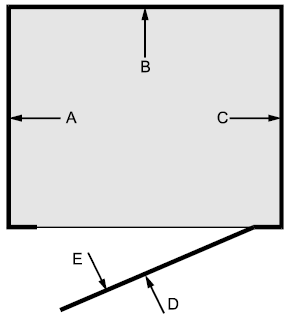
Рисунок 18 — Объект с точки зрения трех аспектов, которые испогъзуются только для внутреннего структурирования
Следуя этой концепции, объект может быть идентифицирован с точки зрения любого аспекта. Например. продукт или компонент необязательно должен быть идентифицирован в пределах структуры, ориентированной на продукт, а может быть идентифицирован в пределах функционально-ориентированной структуры или внутри структуры, ориентированной на местоположение.
Также могут использоваться различные аспекты для подобъектов, как указано в 5.1 и 5.2 (см. рисунок 19).
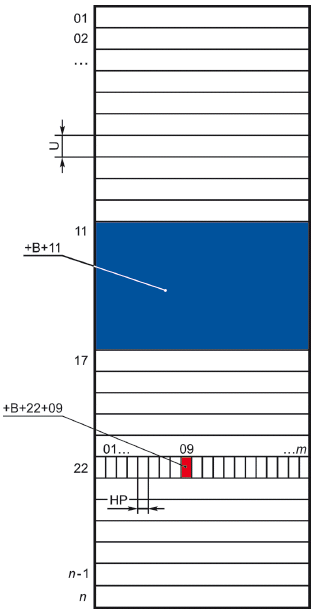
Рисунок 19 — Объект, идентифицированный с помощью одного аспекта, и подобъектов, идентифицированных с помощью другого аспекта
На рисунке 19 показан объект, идентифицируемый одним из его аспектов, а его подобъекты идентифицируются посредством другого аспекта. В приложении D приведены примеры того, как читать и интерпретировать кодовые обозначения на основе структуры, использующей различные аспекты представления.
Может быть так. что объект только с одним представлением в определенном аспекте может иметь несколько независимых представлений, то есть верхних узлов, в другом аспекте (см. приложение Е).
6 Формирование кодовых обозначений
6.1 Общие положения
Кодовое обозначение имеет целью однозначную идентификацию интересующего объекта в составе рассматриваемой системы. Верхний узел в древовидных структурах, как показано на рисунке 8. представляет собой систему, а последующие узлы представляют подобъекты этой системы.
Правило 4 Каждому объекту, являющемуся составной частью, присваивается одноуровневое кодовое обозначение, уникальное по отношению к объекту, составной частью которого он является.
Правило 5 Объекту, представленному верхним узлом, нельзя присваивать одноуровневое кодовое обозначение.
Примечание 1 — Объект, представленный верхним узлом, может иметь идентификаторы, такие хах номер детали, номер заказа, номер типа, составное обозначение или наименование.
Примечание 2 — Кодовое обозначение присваивается объекту, представленному верхним узлом, только в случае, если данная система интегрирована в более крупную систему.
6.2 Формат кодовых обозначений
6.2.1 Одноуровневое кодовое обозначение
Правило 6 Одноуровневое кодовое обозначение, присвоенное объекту, должно состоять из знака префикса, за которым следует:
— буквенный код с номером или
— буквенный код или
Дополнительные правила применения буквенных кодов рассмотрены в 6.2.3.
Для указания типа аспекта в кодовом обозначении используются следующие префиксы:
«=» (равно) в отношении аспекта функции объекта:
«-»(минус) в отношении аспекта продукта объекта;
«+»(плюс) в отношении аспекта местоположения объекта;
«#» (решетка) в отношении других аспектов объекта.
В целях обеспечения возможности программной реализации формирования и интерпретации кодовых обозначений знаки префикса следует выбирать из набора G0 по ИСО/МЭК646 или эквивалентным ему международным стандартам.
В случае совместного использования буквенного кода и номера номер должен следовать за буквенным кодом. Номер должен различать объекты с одинаковыми буквенными кодами, которые являются составляющими одного и того же объекта (системы).
Номера сами по себе или в сочетании с буквенным кодом не должны иметь определенного значения. Если номера имеют определенное значение, это должно быть объяснено в самом документе или специальной сопроводительной документации.
Номера могут начинаться с нулей. Нули в начале номера не должны иметь какого-либо определенного значения. Если нули в начале номера имеют определенное значение, это значение должно быть объяснено в документе или специальной сопроводительной документации.
Для обеспечения лучшей читаемости рекомендуется, чтобы номера и буквенные коды были как можно более короткими.
Примечание —Опыт показывает, что одноуровневые кодовые обозначения, содержащие до трех букв и трех цифр, можно считать достаточно короткими.
Для лучшего запоминания рекомендуется использовать буквенный код с номером в одноуровневых кодовых обозначениях.
На рисунке 20 показаны примеры одноуровневых кодовых обозначений.
сбмктвнаооноев функционал фмакпфомнной структуры
Кодов» обозначение оОьмтивоонсаа структуры. СрШНПфОИНИОЙ не продует
КОДоео* ебшынение объекте ни основе стиюдеы. орммтмрсмяной нв меспжюлоквннв
Рисунок 20 — Примеры одноуровневых кодовых обозначений
6.2.2 Многоуровневое кодовое обозначение
На рисунке 21 показана связь между одноуровневыми кодовыми обозначениями и многоуровневыми кодовыми обозначениями.
мюгауроаюаае квдрвае обоминмма =ai=Ca=E8=F4=O5=№
Рисунок 21 — Связь между многоуровневым кодовым обозначением и его одноуровневыми кодовыми обозначениями
Многоуровневое кодовое обозначение — это закодированное представление пути от вершины рассматриваемой древовидной структуры до искомого объекта. Этот путь включает в себя определенное количество узлов, которое зависит от фактических потребностей и сложности рассматриваемой системы.
Многоуровневое кодовое обозначение формируется путем объединения одноуровневых кодовых обозначений для каждого из объектов, представленных на пути от вершины древовидной структуры до искомого объекта.
Примечание 1 — Объект, представленный верхним узлом, может иметь идентификаторы, такие как номер детали, номер заказа, номер типа, составное обозначение или наименование. Подобные идентификаторы не являются частью многоуровневого кодового обозначения.
Примечание 2 — Объекту, представленному верхним узлом, присваивается кодовое обозначение только а том случае, если данная система интегрирована а другую, более крупную систему.
6.2.3 Использование буквенных кодов
Одноуровневое кодовое обозначение может состоять из буквенного кода:
— с указанием класса объекта; или
— с указанием объекта (например, коротким именем или кодом, как в случае, когда код страны используется для обозначения местоположения, являющегося страной).
Буквенные коды должны быть написаны заглавными латинскими буквами от А до Z (исключая обозначения национальных символов). Следует избегать использования букв I и О. если существует вероятность спутать их с 1 (единица) и 0 (нуль).
Одноуровневое кодовое обозначение может состоять из буквенного кода:
— буквенный код должен классифицировать объект на основе применяемой системы классификации;
— буквенный код может состоять из любого количества буке; в буквенном коде, состоящем из нескольких букв, каждая последующая буква должна указывать подкласс класса, указанного предыдущей буквой.
Примечание — Последовательность букв в буквенном коде не отражает структуру системы;
— буквенные коды, обозначающие класс объектов, должны выбираться согласно системе классификации, представленной в МЭК 81346-2.
6.3 Различные структуры в рамках одного аспекта
Возможен случай, когда необходимо рассмотреть объект несколько иначе, но все же в рамках ранее принятого аспекта представления. Это может быть достигнуто путем использования дополнительного представления в рамках аспекту данного вида. Примеры подобных ситуаций описаны в приложении F.
Правило 16 Если требуется дополнительное представление одного и того же аспекта системы. то обозначение объектов в этом дополнительном представлении должно быть образовано путем удвоения (утроения и т. д.) символа, используемого в качестве знака префикса. Значение и применение дополнительных представлений должны быть объяснены в соответствующей сопроводительной документации.
На рисунке 22 показаны некоторые примеры многоуровневых кодовых обозначений с использованием нескольких префиксов.
Рисунок 22 — Примеры многоуровневых кодовых обозначений с использованием нескольких префиксов
7 Система кодовых обозначений
Поскольку интересующий объект может рассматриваться с использованием различных аспектов представления, то он может иметь сразу несколько кодовых обозначений, определяющих его положение в различных структурах (см. рисунок 18).
Если с объектом связано более одного кодового обозначения, то совокупность этих обозначений называется системой кодовых обозначений.
Каждое кодовое обозначение в системе кодовых обозначений должно быть четко отделено от других.
По крайней мере одно кодовое обозначение в системе кодовых обозначений должно однозначно идентифицировать объект.
Кодовое обозначение, идентифицирующее объект, который включает в себя рассматриваемый объект (подобъект), может быть включено в систему кодовых обозначений. Такое кодовое обозначение должно сопровождаться многоточием «. ». Многоточие допускается опустить, если оно не требуется для однозначного понимания ситуации.
Примечание — Многоточие составляется из трех точек либо с помощью принятого знака многоточия.
На рисунке 23. а. показана схема щита системы управления двигателями. На рисунке 23. Ь. доказан пример системы кодовых обозначений, в котором оба кодовых обозначения полностью идентифицируют один и тот же подобъект, один — в соответствии со структурой, ориентированной на продукт. другой — согласно структуре, ориентированной на местоположение. На рисунке 23, с. d. первое кодовое обозначение идентифицирует подобъект в соответствии со структурой, ориентированной на продукт, а второе кодовое обозначение идентифицирует местоположение, которое содержит не только этот падобъект. но и другие.
Дополнительные примеры применения кодовых обозначений приведены в приложениях G и Н.
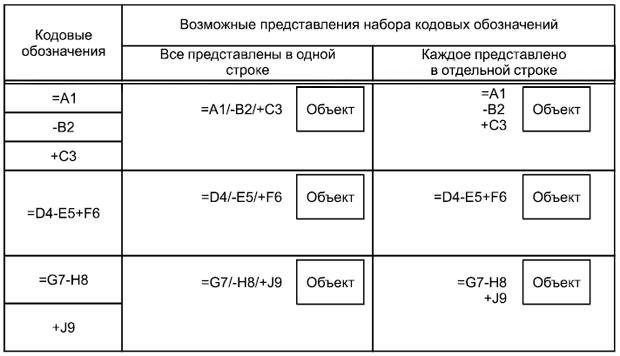
Ь) Система кодовых обозначений С Двум* <ОДОеыМИ ОбЗДвчвнИЙМИ однозка^ю идентифи1*«р)псц*4ми один и тот *в объект
с) Системе кодовых обозначений с одним ОДнОХвыым и одним «МДнОЯ-вМ подовым обсона<«>1ием. последнее обозначается многоточием « *
б) Система кодовых обеспечений с одним одмоз^чнем и ад>ым немноэ»«ч>*м ксдсемы обозначением Многоточие не юхльзуется потому «то путаница ыапееерсвтма
Рисунок 23 — Пример систем кодовых обозначений
8 Обозначение местоположений
8.1 Общие положения
Для обозначения местоположений применяют следующие правила.
Обозначение стран, городов, деревень, районов и т. д. должно быть как можно более кратким.
Примечание 1 — В соответствующих случаях могут применяться признанные или согласованные системы кодирования, например, такие, как ИСО 3166-1 для государств.
Обозначение зданий, этажей и помещений в зданиях должно соответствовать правилам серии стандартов ИСО 4157-1.
При необходимости допускается использовать координаты UTM или другие системы координат для обозначения географической области.
Координаты (2D или 3D) также могут быть использованы в качестве основы для обозначения местоположений в здании или сооружении.
Если для обозначения местоположения используется координата, она также должна быть указана и для базовой точки системы локальных координат. Координата должна быть представлена в формате одноуровневого кодового обозначения. Применение системы координат и правила преобразования координат должны быть объяснены в сопроводительной документации.
Примечание 2 — Координаты в системе координат являются точным средством позиционирования. а не местоположением в рамках настоящего стандарта.
Примечание 3 — Определение эон с использованием линий застройки (см. ИСО 4157-3), часто называемых координатами плоскости застройки, является примером применения двумерного определения местоположения. Схожий пример показан на рисунке 25.
Обозначения мест расположения оборудования (внутри или снаружи), узлов и т. д. должны определяться изготовителем этого оборудования, узлое и т. д.
8.2 Сборные конструкции
Местоположениям (пространствам), принадлежащим сборным конструкциям заводского изготовления. часто присваивают кодовые обозначения, основанные на местных системах координат, определенных для доступных монтажных плоскостей.
Правило 25 Если для обозначения местоположений, принадлежащих сборке, используют местную систему координат, такая система должна быть однозначно идентифицирована внутри сборной конструкции.
На рисунке 24 показан пример сборной конструкции в заводском исполнении с обозначениями различных монтажных плоскостей. Данная сборная конструкция состоит из нескольких монтажных плоскостей. обозначенных следующими буквенными кодами:
В — внутри—задняя часть;
D — внешняя сторона двери:
Е — внутренняя сторона двери.
Прим еча н и е — Буквенные кеды определены в приведенном выше перечне и не относятся к МЭК81346-2.
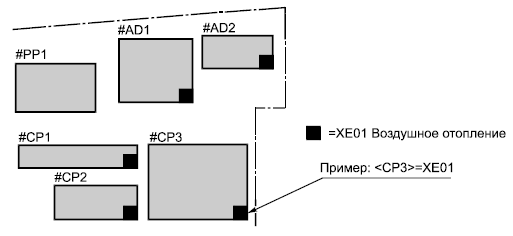
Рисунок 24 — Пример обозначения монтажных плоскостей внутри сборки заводского исполнения
На рисунке 25 показано, как можно сформировать обозначения местоположений на монтажной плоскости. 8 этом конкретном случае монтажная плоскость принимается за заднюю внутреннюю часть (обозначается как +В) монтажного шкафа.
Верхний левый угол каждой монтажной плоскости (если смотреть в направлении стрелок, показанных на рисунке 24) определяет начальную точку для нумерации монтажных пространств.
Вертикальное положение выражается числами от 01 до л. представляющими множество, кратное U. Единица U представляет расстояние 44,5 мм в соответствии с требованиями МЭК 60297-3-100.
Горизонтальное положение выражается числами от 01 до т. представляющими множество, кратное HP. Единица HP представляет собой расстояние 5.08 мм в соответствии с МЭК 60297-3-101.
Обозначение местоположения сформировано следующим образом:
* [монтажная поверхность] + [вертикальное положение] * [горизонтальное положение]
Таким образом, заштрихованные области на рисунке 25 обозначены как *8*11 (область синего цвета) и *В*22+09 (область красного цвета).
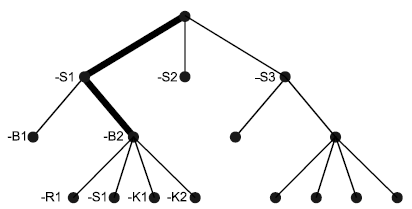
Рисунок 25 — Примеры обозначений местоположений внутри монтажного шкафа заводского исполнения
9 Представление кодовых обозначений
9.1 Кодовые обозначения
Для представления кодовых обозначений применяются следующие правила.
Правило 26 Кодовое обозначение должно быть представлено одной строкой.
Представление одноуровневого кодового обозначения не должно быть раздельным.
Если знак префикса для одноуровневого кодового обозначения в составе многоуровневого кодового обозначения такой же. как и для предыдущего одноуровневого кодового обозначения, то одинаково правильно могут быть применены следующие методы представления кодовых обозначений:
• знак префикса может быть заменен на к.» (точку); или
— знак префикса может быть опущен, если предшествующее одноуровневое кодовое обозначение заканчивается номером, а следующее начинается с буквенного кода.
Примечание 1 — Рекомендуется применять этот метод только в том случае, есгм одноуровневые кодовые обозначения снабжены буквенным кодом, за которым следует номер.
Для разделения различных одноуровневых кодовых обозначений в составе многоуровневого кодового обозначения допускается использовать символ пробела. Данный символ пробела не должен иметь какого-либо особого значения и должен использоваться исключительно в целях удобства считывания кодового обозначения.
Если необходимо указать, что данное кодовое обозначение является полным по отношению к верхнему узлу в контексте фактического представления, символ «>» (больше) должен быть поставлен перед кодовым обозначением.
Примечание 2 — Символ <>» (больше) не является частью кодового обозначения.
Примечание 3 — Дополнительные правила представления кодовых обозначений в документах представлены в МЭИ 61082-1 и ИСО 15519-1.
На рисунке 26 показаны примеры представления многоуровневых кодовых обозначений и способы их записи.
Рисунок 26 — Примеры представления многоуровневых кодовых обозначений
9.2 Набор кодовых обозначений
Для представления набора кодовых обозначений применяют следующие правила (см. рисунок 27):
Набор кодовых обозначений объекта может быть представлен одной строкой или набором последовательных строк.
Если кодовые обозначения представлены набором из отдельных строк, то каждое из кодовых обозначений должно начинаться с отдельной строки.
Если кодовые обозначения представлены в одной строке и существует неопределенность при интерпретации обозначения, то знак «/» (косая черта) должен использоваться в качестве знака-разделителя между различными кодовыми обозначениями.
Порядок представленных кодовых обозначений в наборе кодовых обозначений не имеет существенного значения.
Рисунок 27 — Представление кодовых обозначений е наборе кодовых обозначений
9.3 Представление идентификаторов верхнего узла
В 6.1 введены понятия верхнего узла и его идентификации. Такой идентификатор не считается кодовым обозначением или его частью. Однако иногда может быть полезно или необходимо представлять такой идентификатор совместно с кодовым обозначением, например, когда необходимо исключить неоднозначность при работе с независимыми системами.
Правило 35 Если идентификатор верхнего узла должен быть представлен вместе с кодовым обозначением, он должен быть заключен в угловые скобки (<. >) и расположен перед кодовым обозначением самой системы, которую представляет верхний узел.
Примечание 1 — Правило 30 является упрощенной формой данного правила для случаев, когда нет необходимости показывать идентификатор верхнего узла.
Примечание 2 — Приложение Е содержит специальные рекомендации по применению данного правила.
Примечание 3 — Верхние узлы могут иметь идентификаторы, такие как номер детали. номер заказа, номер типа или наименование.
<723456-Х>=А1В1 идентифицирует объект =А1В1 системы с идентификатором верхнего узла 723456-Х.
Промышленные комплексы обычно состоят из ряда автономных производственных объектов и соответствующих им объектов инфраструктуры. Они могут быть идентифицированы различными идентификаторами верхнего узла (см. рисунок 28).
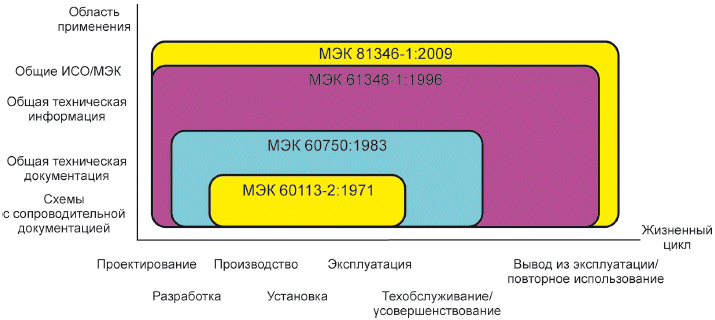
<А01> — манне администрации t. <AD2> — мание администрации 2. <СР1> — мание химического цеха 1. <СР2> — мание химического цеха 2; <СРЗ> — мание химического цеха 3. <РР1> — электростанция 1
Рисунок 28 — Различные объекты на площадке, указанные с использованием идентификаторов верхнего узла
10 Маркировка
8 целях обеспечения эффективности производства, монтажа и технического обслуживания объектов может потребоваться маркировка компонентов соответствующими кодовыми обозначениями. Может также потребоваться маркировка/идентификация объектов на дисплеях оператора посредством их кодовых обозначений.
Маркировку кабелей и проводников см. в МЭК 62491.
Правило 36 Метки, отображающие кодовое обозначение или его часть, должны быть расположены рядом с компонентом, соответствующим объекту.
Правило 37 Если кодовые обозначения компонентов объекта имеют общую начальную часть (см. рисунок 29). то эта часть может быть опущена на метках компонентов и показана только на метке, связанной с объектом (см. рисунок 30).
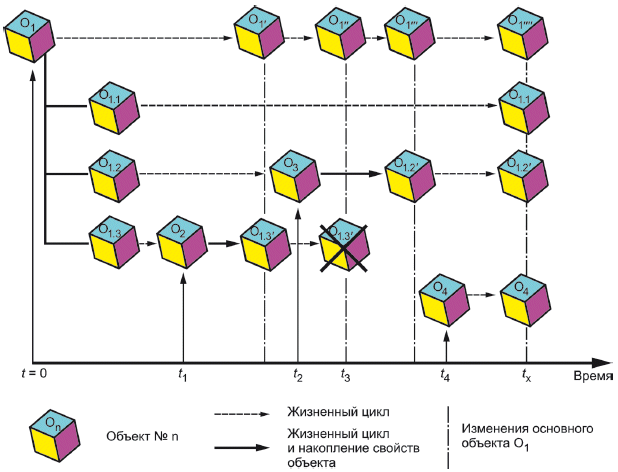
Полный кодовым обожемвнмам, например для лэдовыкт«Я1, является -4M43&R1.
Общей кмпмй часто подобмктом 431 и -S2 жлмпж -31.
Общей тМмапьнСй частые подобий хтов -Rif я-К2 является -81432
Рисунок 29 — Общая начальная часть кодовых обозначений
Правило 38 В тех случаях, когда кодовые обозначения предназначены для персонала, обеспечивающего ручное управление системой (отдельными объектами системы), кодовые обозначения должны быть четко распознаваемы.

HB S **™* I АЙ?! = НацлиСь на МОП»
Ь) Марюфоека. обдел»
Рисунок 30 — Общая начальная часть кодовых обозначений
Приложение А (справочное)
Стандарт МЭК 81346-1 является пересмотром МЭК 61346-1:1996 с принятием ео внимание содержания ISO/TS 16952-1. Номер публикации был изменен, чтобы обособить общую серию стандартов ИСО/МЭК на кодовые обозначения.
МЭК 61346-1 имеет два предшествующих стандарта — МЭК 60750:1983 и МЭК 60113-2:1971. Таблица I буквенных кодов в МЭК 60750:1983 состоит из основных частей, взятых из МЭК 60113-2:1971. Область применения этих стандартов со временем расширялась.
Хотя вопрос о том. где должны пролегать границы этих стандартов, является предметом спора, можно примерно проиллюстрировать цели и назначение этих трех стандартов схемой, представленной на рисунке А.1.
Общая техническая информация
Общая техническая документация
Схемы с сопроводительной документацией

Проектирование Производство Эксплуатация Вывод из эксплуатации/
Разработка Установка Техобслуживание/ усовершенствование
Рисунок А.1 — Область применения стандартов кодовых обозначений
А.2 МЭК 60113-2:1971
Обозначение элементов (термин, использованный в МЭК 60113-2) представляло собой просто кпассифмса-цию/кодирование отдельных компонентов с добавлением порядкового номера для разделения компонентов одного класса. Поскольку последовательная нумерация нецелесообразна для более крупных проектов, в МЭК 60113-2 была предусмотрена возможность добавления иерархических обозначений перед кодом компонента и. таким образом. получения простой формы структурирования.
Во время действия указанных стандартов информация содержалась только в бумажных документах, и цель обозначения элемента системы заключалась в том. чтобы сделать возможной трассировку между различными документами. особенно в случае связи между принципиальной схемой системы и спецификациями компонентов и таблиц или отдельных схем.
Представление о понятии жизненного цикла было очень ограшченным. Непосредственная потребность заключалась в подготовке документов для производства оборудоважя и его ввода в эксплуатацию.
Возможности для компьютерной обработки в то время были также ограничены. Приходилось экономить объем памяти ЭВМ. а процесс компьютерной обработки сам по себе был связан с технологиями уровня применения перфокарт, таким образом, необходимо было использовать фиксированный формат представления данных и бережно относиться к доступному формату и объему памяти.
Благодаря МЭК 60750-2 было признано, что иерархическое структурирование должно рассматриваться не просто как дополнение к буквенному коду для компонентов, а как основной инструмент для управления документацией более крупных проектов. Вероятно, было бы правильно сказать, что произошло полное изменение подхода к обозначению элементов, поэтому структурирование вышло на первый план, а кодирование компонентов было отодвинуто на второй.
Как следствие, использование обозначений элементов стало более распространенным, и они применялись не тогъко в принципиальных схемах, но и в других документах. Однако документы, как правило, по-прежнему считались наиболее важными носителем информации.
Возможности для компьютерной обработки были улучшены. Технологии, ориентированные на использование перфокарт, заменились технологиями реляционных баз данных.
А.4 МЭК 61346-1:1996
С пересмотром стандарта МЭК 60750 использование обозначений элементов и кодовых обозначений расширилось еще больше. Было признано, что кодовое обозначение может использоваться в качестве крайне эффективного инструмента для управления информацией. Информация необязательно содержится в готовых документах, но может быть фрагментирована, помещена в базы данных, из которых документы могут быть скомпонованы по мере необходимости (включая графические представления). Их можно представить в виде отдельных таблиц базы данных. В такой среде требовалось использовать систему кодовых обозначений в качестве инструмента навигации по информации.
Также существовала острая потребность в переносе данной системы не только на электрическое оборудование. но и на технологическое, програмшое обеспечение и т. д.
Возможности компьютерной обработки были значительно улучшены. Пришло понимание того, что технологии реляционных баз данных не могут решить все существующие проблемы, поэтому стали использоваться объектно-ориентированные технологии.
Примечание — Использование термина «объект» в объектно-ориентированном проектировании системы и объектно-ориентированном программировании связано, но не совпадает с термином, используемым в настоящем стандарта.
Более важным стало описывать вещи простым и логичным способом для повышения функциональности, взаимозаменяемости и связанности. Экономия вычислительной мощности отошла на второй план.
Другим важным требованием стало то. чтобы кодовое обозначение можно было использовать на протяжении всего жизненного цикла объекта.
А.5 МЭК 81346-1:2009
В МЭК 81346-1 правила, установленные в МЭК 61346-1. сохраняются, но большее внимания уделяется описанию базовых концепций, чтобы улучшить понимание и применимость настоящего стандарта. Правила и требования. основанные на материалах рабочей группы ИСО ТС10. были адаптированы для повышения удобства использования стандарта вне области электротехники.
МЭК 81346-1 призван стать базовым для единой системы кодовых обозначений в МЭК и ИСО и должен стать первой частью серии стандартов с общим номером относительно различных областей применения.
Приложение В (справочное)
Создание и жизненный цикл объектов
В.1 Создание и срок службы объектов
Объект устанавливается (определяется), когда существует потребность именно в этом объекте.
Объект удаляется, когда он больше не требуется. Объект также удаляется, когда его свойства объединяются с другим объектом, и удаленный объект тем самым теряет свою самостоятельность.
Примечание 1 — Объединение объектов имеет место, когда, например, объект, определенный в одном аспекте, будет признан идентичным объекту, определенному в других аспектах.
Прим еча н и е 2 — Удаление физического объекта не означает то же самое, что и полное удаление объекта. поскольку информация об объекте может быть сохранена.
Рисунок В.1 — Сценарии развития ситуации
Жизненный цикл объекта в течение периода времени (f) может быть представлен, как показано на рисунке В.1. Каждая горизонтальная линия представляет один и тот же объект в различных сценариях развития:
• В момент I = 0 объект О, установлен (определен). Объект сложный (составной), и поэтому О, делится на О,, и на 0,2‘ и н а О, 3.
• В момент f] вводится объект О2 со свойствами, относящимися к 0,3. Таким образом, возможно объединить О2 с О, 3. поэтому О1 3 становится О, Тем самым Ot меняется на Ог.
• В момент вводится новый объект О3.
• В момент объект 0,3. больше не является значимым и поэтому удаляется. Тем самым О, меняется на Ог.
• Информация, относящаяся к Оэ (введенная в момент /2). имеет отношение к О12. и поэтому информация (например, свойства) О, 2 и О3 объединяется и становится О, 2— Тем самым О( меняется на О>.
• В момент t4 вводится новый объект О4.
• В момент tx подобъвкты O1 r OJ2. и О4 становятся подобъектами. формирующими конечный результат О,, который, таким образом, трансформировался четыре раза в течение своего жизненного цикла и поэтому распознается как О.
В любое время на протяжении жизненного цикла объект может быть представлен с точек зрения различных аспектов, например аспекта продукта, аспекта функции, аспекта местоположения и т. д.
Рисунок В.1 показывает развитие объекта в течение периода времени (0- Представленное выше описание рисунка является общим и не носит конкретного характера. Более понятный и конкретный пример, основанный на такой же схеме, может быть следующим:
• Владелец здания желает построить новый гараж. Гараж идентифицируют как Ог вводя таким образом объект. Постройка гаража — это сложная работа, и поэтому гараж О1 декомпозируется на строительные конструкции, обозначенные как О, г внутреннюю систему водоотведения, обозначенную как О, 2. и систему автоматического управления воротами, обозначенную как О, 3.
• Со временем производитель показывает свои совершенно новые продукты для управления воротами, идентифицированные как объект О?, владельцу здания, и поэтому в момент времени вводится объект О2. Новое поколение элементов управления воротами имеет расширенные возможности по сравнению с первоначальной концепцией на первых этапах проектирования, и. следовательно, свойства связаны с О( и возможно объединить О2 с О( 3. поэтому О, £ становится О, у. Тем самым оригинальная концепция гаража О, незначительно меняется на О.
• В момент I? владелец здания предъявляет новую потребность в интенсивной мойке автомобилей в гараже, которая определяется как О3. что вводится в систему.
• Владелец здания получает предложение о новой системе контроля ворот и понимает, что цена не укладывается в бюджет, и он решает сэкономить средства и убрать автоматическую систему контроля ворот. Следовательно. в момент /3 объект О1 а больше не является значимым и поэтому удаляется. Тем самым первоначальная концепция О, меняется на О.
• Потребность в интенсивной мойке О2 <введенная в момент 1Л имеет отношение к О1 и при проектировании становится ясно, что информация (например, свойства) О, 2 и может быть объединена и становится О^. Тем самым первоначальная концепция О, меняется на О,-
• В момент t4 владелец здания получает требование соорудить крышу для гаража, для него эго является новой потребностью, и он не может игнорировать это требование. Поэтому вводится новый объект О4. представляющий данное требование.
• В момент tx подобъекты Ot ((первоначальная конструкция здания). 0,2 (система водоотведения, спроектированная с учетом интенсивной мойки) и О4 (требование о сооружении крыши гаража) являются подобъектами. формирующими конечный вариант гаража Ov который, таким образом, трансформировался четыре раза в течение своего жизненного цикла и поэтому распознается как О^. Этот конечный объект теперь представляет собой окончательный проект гаража, и владелец здания может начать конкурсные процедуры на строительство гаража.
• С начало*! строительства жизненный цикл продолжается, но теперь О( представляет собой тот гараж, который будет построен.
Для получения дополнительной информации об объектах см. приложение С.
В.2 Сценарии жизненного цикла объекта
В В.1 описаны создание и срок действия связанных объектов. В настоящем разделе описывается развитие одного объекта в течение всего его жизненного цикла.
Чтобы описать определенный жизненный цикл, необходимо выбрать конкретную предметную область. В данном случае был выбран экземпляр двигателя в контексте некоего производственного процесса.
Это никоим образом не должно быть истолковано так. что явления, описанные здесь, действительны только для этой области. Можно было выбрать проектирование печатной платы или иной процесс. Проиллюстрированные явления появляются в каждой области применения, тогъко с разным акцентом и. возможно, с другой терминологией. В случае если пример с двигателем не относится к области деятельности организации, следует применять его к иным реалиям.
Сценарий основан на использовании водяного насоса в каком-либо промышленном процессе, например на бумажной фабрике или водопроводной станции. Для облегчения понимания предполагается, что эта установка разработана, спроектирована и введена в эксплуатацию одним предприятием, несущим ответственность за систему. и что необходимые компоненты закупаются у других предприятий, несущих ответственность за продукцию. Установка сдается непосредственно конечному пользователю. Предприятие, ответственное за систему, предоставляет всю пользовательскую информацию в виде выписки из своей базы данных, а покупатель помещает ее в свою собственную информационную систему для обслуживания установки. С принципиальной точки зрения эго упрощение, поскольку не принимаются во внимание возможные различия в видах документов. Целесообразно учесть это обстоятельство на данном этапе.
Следующее описание определяет рад возможных ситуаций, которые могут возникнуть в течение жизненного цикла объекта. Описание разделено на два параллельных блока, один из которых представлен обычным языком, а другой (выделенный курсивом) представляет собой комментарии к первому блоку с точси зрения структурирования и кодовых обозначений (см. также рисунок В.2). В.2.2—В.2.21 содержат описание различных ситуаций, возникающих в ходе жизненного цикла. Для удобства ссылок на рисунок В.2 ситуации обозначены буквами от Адо X.
В.2.2 Функциональный аспект и функция, основанная на функционально-ориентированной структуре (А)
С точки зрения промышленного процесса и общей конструкции системы выделяется необходимость создания потока жидкости. Это является функциональной необходимостью, но для ее реализации предусмотрен насос (объект, выполняющий функцию «создания потока»). Таким образом, дополнительно возникает функциональная потребность в приведении этого насоса в действие, что выполняется двигателем (объектом, выполняющим функцию «приведение в действие»).
Именно е этот момент создается объект, рассматриваемый е данном жизненном цикле. Ом принадлежит к классу объектов «двигатель». Необязательно уточнять, тип двигателя — электрический, дизельный или любой другой.
Чтобы отделили» его от других подобных объектов. он должен быть идентифицирован. Для этой цепи полезно использовать кодовое обозначение. основанное на функционально-ориентированной структуре, поскольку только аспект функции, связывающий объект с соответствующим местом в запланированном производственном процессе, известен и актуален на данном этапе.
В начале жизненного цикла определение и проектирование процесса, скорее всего, не очень стабильно. Например, может случиться так. что перекачка жидкости должна располагаться на нескольких участках процесса. Это может привести к необходимости изменить кодовое обозначение на основе функционально-ориентированной структуры.
Источник https://extxe.com/11024/tehnologicheskie-osnovy-montazha-promyshlennogo-oborudovanija/
Источник https://adne.info/promyshlennye-ustanovki/
Источник https://allgosts.ru/01/110/gost_r_58908.1-2020
Источник
